Валы и оси. Деталь, на которую насажены вращающиеся чести машины, реально осуществляющая геометрическую ось вращения этих частей. Разница между валом и осью Проектирование специальной станочной оснастки
ВАЛЫ и ОСИ НАЗНАЧЕНИЕ Валы и оси предназначены для направления и поддерживания в пространстве вращающихся деталей (зубчатые колеса, шкивы, блоки, звездочки и др.). Они различаются между собой по условиям работы. ОСЬ не передает вращающего момента и работает только на изгиб. Она может быть вращающейся или неподвижной. ВАЛ всегда вращается и всегда передает вращающий момент, работает в основном на изгиб и кручение. Некоторые валы не поддерживают вращающиеся детали и работают только на кручение. Например карданные валы автомобилей, гибкие валы в приводах механизированного инструмента и т. д.
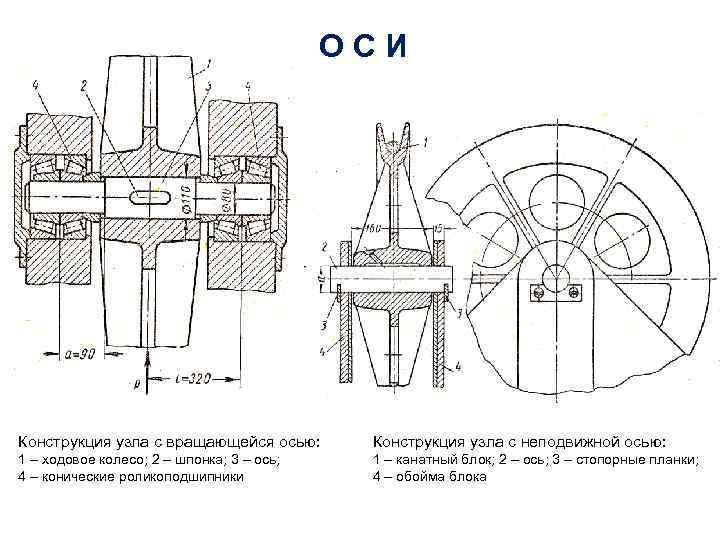 ОСИ Конструкция узла с вращающейся осью: Конструкция узла с неподвижной осью: 1 – ходовое колесо; 2 – шпонка; 3 – ось; 4 – конические роликоподшипники 1 – канатный блок; 2 – ось; 3 – стопорные планки; 4 – обойма блока
ОСИ Конструкция узла с вращающейся осью: Конструкция узла с неподвижной осью: 1 – ходовое колесо; 2 – шпонка; 3 – ось; 4 – конические роликоподшипники 1 – канатный блок; 2 – ось; 3 – стопорные планки; 4 – обойма блока

 КОНСТРУКЦИИ ХОДОВЫХ КОЛЕС КРАНОВ б а а – на неподвижной оси: 1 – колесо; 2 – ось; 3 – зубчатая передача б – на вращающейся оси
КОНСТРУКЦИИ ХОДОВЫХ КОЛЕС КРАНОВ б а а – на неподвижной оси: 1 – колесо; 2 – ось; 3 – зубчатая передача б – на вращающейся оси
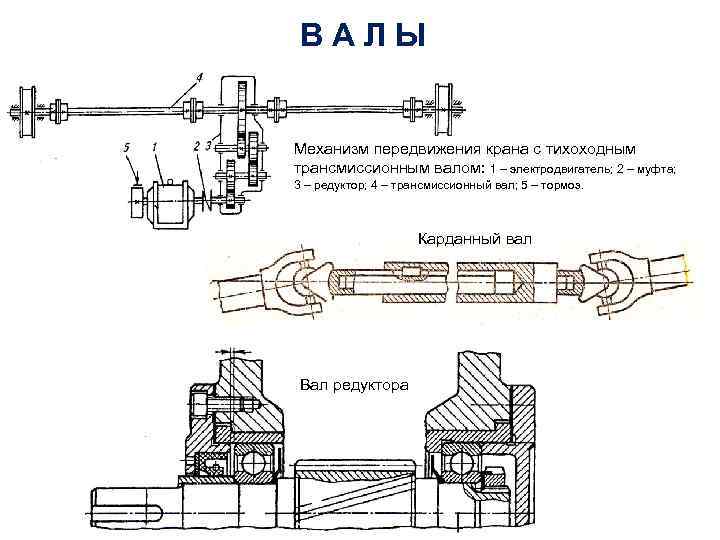 ВАЛЫ Механизм передвижения крана с тихоходным трансмиссионным валом: 1 – электродвигатель; 2 – муфта; 3 – редуктор; 4 – трансмиссионный вал; 5 – тормоз. Карданный вал Вал редуктора
ВАЛЫ Механизм передвижения крана с тихоходным трансмиссионным валом: 1 – электродвигатель; 2 – муфта; 3 – редуктор; 4 – трансмиссионный вал; 5 – тормоз. Карданный вал Вал редуктора
 КЛАССИФИКАЦИЯ ВАЛОВ По форме поперечных сечений валов а – цилиндрическое сплошное б – цилиндрическое полое в – со шпоночной канавкой г – с шлицевыми канавками д – профильное
КЛАССИФИКАЦИЯ ВАЛОВ По форме поперечных сечений валов а – цилиндрическое сплошное б – цилиндрическое полое в – со шпоночной канавкой г – с шлицевыми канавками д – профильное
 По назначению Ø Валы передач – несущие зубчатые колеса, шкивы, звездочки и другие детали. Ø Коренные валы – кроме деталей передач несут еще рабочие органы машин или орудий (диски турбин, зажимные патроны токарных и расточных станков др.) По форме геометрической оси Ø Прямые Ø Коленчатые – используются не только для передач вращающегося момента, но и для преобразования возвратнопоступательного движения во вращательное Ø Гибкие, с изменяемой формой геометрической оси. Применяются в приводах, приборах, зубоврачебных бурмашинах и др.
По назначению Ø Валы передач – несущие зубчатые колеса, шкивы, звездочки и другие детали. Ø Коренные валы – кроме деталей передач несут еще рабочие органы машин или орудий (диски турбин, зажимные патроны токарных и расточных станков др.) По форме геометрической оси Ø Прямые Ø Коленчатые – используются не только для передач вращающегося момента, но и для преобразования возвратнопоступательного движения во вращательное Ø Гибкие, с изменяемой формой геометрической оси. Применяются в приводах, приборах, зубоврачебных бурмашинах и др.

 ОПОРНЫЕ УЧАСТКИ ВАЛОВ Вал 1 имеет большое число опор называемых подшипниками 2. Часть вала, охватываемую опорой, называют цапфой. Концевые цапфы называют шипами 3, а промежуточные шейками 4.
ОПОРНЫЕ УЧАСТКИ ВАЛОВ Вал 1 имеет большое число опор называемых подшипниками 2. Часть вала, охватываемую опорой, называют цапфой. Концевые цапфы называют шипами 3, а промежуточные шейками 4.



 ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛОВ ü Высокие прочностные характеристики. ü Малая чувствительность к концентрации напряжений ü Способность подвергаться термической и химико-термической обработке ü Хорошая обрабатываемость
ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛОВ ü Высокие прочностные характеристики. ü Малая чувствительность к концентрации напряжений ü Способность подвергаться термической и химико-термической обработке ü Хорошая обрабатываемость
 МАТЕРИАЛЫ И ТЕРМООБРАБОТКА ВАЛОВ Назначение вала Марка стали Вид термообработки Малонагруженные валы и оси, диаметры которых в основном определяются жесткостью Углеродистые стали: Ст. 3, Ст. 4, Ст. 5 Без термообработки Валы и оси с повышенными требованиями к несущей способности шлицев и цапф Среднеуглеродистые и легированные стали: 35, 40, 45, 40 Х, 40 Н и др. Улучшение до твердости Н=250… 320 НВ Валы и оси при требовании высокой износостойкости: - опоры скольжения; - вал-шестерни Малоуглеродистые конструкционные стали: - качественные 15, 20; - легированные 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА и др. Цементация и закалка до твердости Н=58… 63 НRc Тяжелонагруженные валы Легированные стали: 40 ХНМА, 18 ХГТ, 38 Х 2 МЮА и др.
МАТЕРИАЛЫ И ТЕРМООБРАБОТКА ВАЛОВ Назначение вала Марка стали Вид термообработки Малонагруженные валы и оси, диаметры которых в основном определяются жесткостью Углеродистые стали: Ст. 3, Ст. 4, Ст. 5 Без термообработки Валы и оси с повышенными требованиями к несущей способности шлицев и цапф Среднеуглеродистые и легированные стали: 35, 40, 45, 40 Х, 40 Н и др. Улучшение до твердости Н=250… 320 НВ Валы и оси при требовании высокой износостойкости: - опоры скольжения; - вал-шестерни Малоуглеродистые конструкционные стали: - качественные 15, 20; - легированные 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА и др. Цементация и закалка до твердости Н=58… 63 НRc Тяжелонагруженные валы Легированные стали: 40 ХНМА, 18 ХГТ, 38 Х 2 МЮА и др.
 ВИДЫ ПОВРЕЖДЕНИЙ ВАЛОВ Поломки валов в зоне концентраций напряжений. Возникают из-за понижения усталостной прочности вследствие действия переменных напряжений. Причины – неправильный выбор конструктивной формы деталей (галтель), нарушение технологии изготовления (надрезы, следы обработки и т. д.), нарушение норм технической эксплуатации (неправильная регулировка подшипников, уменьшение необходимых зазоров). Чаще всего поломки происходят в зоне расположения концентраторов напряжений (шпоночные пазы, галтели, отверстия, напрессовки и др.). Смятие рабочих поверхностей (пазов, шпонок, шлицев, износ шлицев в подвижных соединениях и другие виды поверхностных повреждений). Фрикционная коррозия и концентрация давления на участках, расположенных около торцов ступицы (возникают предпосылки к возникновению очагов усталостного разрушения. Недостаточная жесткость валов и осей на изгиб и кручение. Разрушения в следствие поперечных или крутильных колебаний.
ВИДЫ ПОВРЕЖДЕНИЙ ВАЛОВ Поломки валов в зоне концентраций напряжений. Возникают из-за понижения усталостной прочности вследствие действия переменных напряжений. Причины – неправильный выбор конструктивной формы деталей (галтель), нарушение технологии изготовления (надрезы, следы обработки и т. д.), нарушение норм технической эксплуатации (неправильная регулировка подшипников, уменьшение необходимых зазоров). Чаще всего поломки происходят в зоне расположения концентраторов напряжений (шпоночные пазы, галтели, отверстия, напрессовки и др.). Смятие рабочих поверхностей (пазов, шпонок, шлицев, износ шлицев в подвижных соединениях и другие виды поверхностных повреждений). Фрикционная коррозия и концентрация давления на участках, расположенных около торцов ступицы (возникают предпосылки к возникновению очагов усталостного разрушения. Недостаточная жесткость валов и осей на изгиб и кручение. Разрушения в следствие поперечных или крутильных колебаний.
 КРИТЕРИИ РАБОТОСПОСОБНОСТИ ВАЛОВ Прочность Жесткость Виброустойчивость Износостойкость Основным критерием работоспособности тихоходных валов является статическая прочность
КРИТЕРИИ РАБОТОСПОСОБНОСТИ ВАЛОВ Прочность Жесткость Виброустойчивость Износостойкость Основным критерием работоспособности тихоходных валов является статическая прочность



 ТОЧКИ ОПОРЫ ВАЛА а – на радиальном подшипнике; б – на радиально-упорном подшипнике; в – на двух подшипниках в одной опоре; г – на подшипнике скольжения
ТОЧКИ ОПОРЫ ВАЛА а – на радиальном подшипнике; б – на радиально-упорном подшипнике; в – на двух подшипниках в одной опоре; г – на подшипнике скольжения
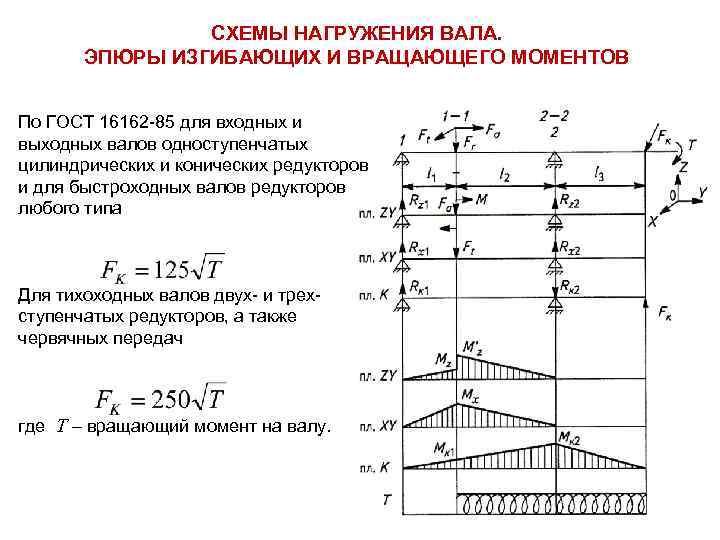 СХЕМЫ НАГРУЖЕНИЯ ВАЛА. ЭПЮРЫ ИЗГИБАЮЩИХ И ВРАЩАЮЩЕГО МОМЕНТОВ По ГОСТ 16162 -85 для входных и выходных валов одноступенчатых цилиндрических и конических редукторов и для быстроходных валов редукторов любого типа Для тихоходных валов двух- и трехступенчатых редукторов, а также червячных передач где Т – вращающий момент на валу.
СХЕМЫ НАГРУЖЕНИЯ ВАЛА. ЭПЮРЫ ИЗГИБАЮЩИХ И ВРАЩАЮЩЕГО МОМЕНТОВ По ГОСТ 16162 -85 для входных и выходных валов одноступенчатых цилиндрических и конических редукторов и для быстроходных валов редукторов любого типа Для тихоходных валов двух- и трехступенчатых редукторов, а также червячных передач где Т – вращающий момент на валу.
 ПОРЯДОК РАСЧЕТА ВАЛОВ НА СТАТИЧЕСКУЮ ПРОЧНОСТЬ Составляют расчетную схему Определяют реакции опор в горизонтальной и вертикальной плоскостях Строят эпюры изгибающих моментов и эпюры крутящего момента Геометрически суммируют моменты Для опасных сечений (где наибольшие суммарные моменты) рассчитывают диаметры и окончательно разрабатывают конструкцию вала. Так как валы работают в условиях изгиба и кручения, а напряжения от осевых сил малы, то эквивалентное напряжение в точке наружного волокна согласно энергетической теории прочности определяют по формуле где; - расчетные напряжения на изгиб и кручение - осевой и полярный моменты сечения вала
ПОРЯДОК РАСЧЕТА ВАЛОВ НА СТАТИЧЕСКУЮ ПРОЧНОСТЬ Составляют расчетную схему Определяют реакции опор в горизонтальной и вертикальной плоскостях Строят эпюры изгибающих моментов и эпюры крутящего момента Геометрически суммируют моменты Для опасных сечений (где наибольшие суммарные моменты) рассчитывают диаметры и окончательно разрабатывают конструкцию вала. Так как валы работают в условиях изгиба и кручения, а напряжения от осевых сил малы, то эквивалентное напряжение в точке наружного волокна согласно энергетической теории прочности определяют по формуле где; - расчетные напряжения на изгиб и кручение - осевой и полярный моменты сечения вала
 РАСЧЕТ ВАЛОВ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ Выполняют как проверочный в форме определения коэффициентов запасов прочности где S , S - коэффициенты запаса прочности соответственно по напряжениям изгиба и кручения; [s] = 2… 2, 5 - допустимый коэффициент запаса прочности. где σ-1 , -1 - пределы выносливости материала при изгибе и кручении; К D , K D - коэффициенты концентрации напряжений, учитывающие влияние всех факторов на сопротивление усталости; σа, а - амплитуды напряжений; , - коэффициенты, характеризирующие чувствительность материала к ассиметрии цикла напряжений; σm , m - постоянные составляющие цикла изменения напряжений.
РАСЧЕТ ВАЛОВ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ Выполняют как проверочный в форме определения коэффициентов запасов прочности где S , S - коэффициенты запаса прочности соответственно по напряжениям изгиба и кручения; [s] = 2… 2, 5 - допустимый коэффициент запаса прочности. где σ-1 , -1 - пределы выносливости материала при изгибе и кручении; К D , K D - коэффициенты концентрации напряжений, учитывающие влияние всех факторов на сопротивление усталости; σа, а - амплитуды напряжений; , - коэффициенты, характеризирующие чувствительность материала к ассиметрии цикла напряжений; σm , m - постоянные составляющие цикла изменения напряжений.
 ХАРАКТЕР ИЗМЕНЕНИЯ НАПРЯЖЕНИЙ В ВАЛАХ Симметричный цикл напряжений Отнулевой цикл напряжений Постоянные по величине и направлению нагрузки вызывают во вращающихся валах переменные напряжения изгиба, меняющиеся по симметричному циклу с амплитудой σа и средним напряжением σm Изменение напряжений кручения в расчетах принимают по отнулевому циклу
ХАРАКТЕР ИЗМЕНЕНИЯ НАПРЯЖЕНИЙ В ВАЛАХ Симметричный цикл напряжений Отнулевой цикл напряжений Постоянные по величине и направлению нагрузки вызывают во вращающихся валах переменные напряжения изгиба, меняющиеся по симметричному циклу с амплитудой σа и средним напряжением σm Изменение напряжений кручения в расчетах принимают по отнулевому циклу
Отправить свою хорошую работу в базу знаний просто. Используйте форму, расположенную ниже
Студенты, аспиранты, молодые ученые, использующие базу знаний в своей учебе и работе, будут вам очень благодарны.
Размещено на http://www.allbest.ru/
Введение
На данном этапе развития рыночной экономики уделяется большое внимание технологии машиностроения.
Технология машиностроения - наука, систематизирующая совокупность приемов и способов обработки сырья, материалов, соответствующими орудиями производства с целью получения готовых продукций. Предметом изучения в машиностроении является изготовление изделий заданного качества с установленной программой выпуска при наименьших затратах материалов, минимальной себестоимости и высокой производительности труда.
Технологический процесс в машиностроении характеризуется не только улучшением конструкции машин, но и непрерывным совершенствованием технологии их производства.
В настоящее время в связи с высоким уровнем развития электроники машиностроении широко внедряются станки с ЧПУ. Применение такого оборудования позволяет сократить: слесарно-доводочные работы; предварительную разметку; сроки подготовки производства и т.д.
Учитывая все это я широко применяю станки с ЧПУ, а также в дипломном проекте рассматривается ряд задач необходимых для выполнения задания на дипломное проектирования.
К числу таких задач относятся:
Повышение технического уровня производства;
Механизация и автоматизация производства;
Разработка прогрессивного технологического процесса обработки детали «Ось»;
Разработка мероприятий по дальнейшему увеличению экономии основных средств, качества продукции и снижению себестоимости изготовления детали.
Правильное решение всех выше названных задач позволяют получить:
Рост производительности труда;
Высвобождения части рабочих;
Увеличение годового экономического эффекта;
Снижение срока окупаемости дополнительных затрат.
1 . Технологическая часть
1.1 Описание условий работы, служебное назначение детали, анализ технологичности детали и целесообразности перевода ее обработки на станки с ЧПУ
Деталь: «Ось» №В. 5750.0001
Она является составной часть механизма привода стабилизатора. На оси вращается качалка привода, поэтому на поверхности Ш40f7 наносится Хтв. 48-80, Ш24H9 отверстие под специальный крепежный болт В. 5750.0001. Для фиксации со специальным крепежным болтом выполнены пазы 20H11, а также 3 отверстия Ш1,5 выполнены для контровки (стопорения) 2.2 ОСТ 139502.77, шплинтом 2,5х 32.029 ГОСТ 397-79.
Технологичность конструкции детали оценивается качественными параметрами и количественными показателями.
Качественная оценка технологичности конструкции
1 Деталь «Ось» правильной геометрической формы и представляет собой тело вращения.
2 Материал детали (сталь 30ХГСА ГОСТ 4543-71) обладает хорошей обрабатываемостью механическим способом.
3 Возможность применения заготовки-штамповки, геометрическая форма и размеры которой обеспечивают небольшие припуски на механическую обработку.
4 Наличие унифицированных элементов детали подтверждает технологичность ее конструкции.
5 Конструкция детали обладает достаточной жесткостью, так как соблюдается условие
6 Конфигурация, точность и шероховатость поверхностей позволяют обрабатывать деталь на стандартном оборудовании нормальной точности и с помощью стандартного режущего инструмента.
Таблица 1.1 - Точность размеров и параметр шероховатости поверхностей детали
|
Размеры поверхностей |
Квалитет точности |
Параметр шероховатости |
Количество конструкционных элементов |
Количество унифицированных элементов |
|
Количественная оценка технологичности конструкции
1 Коэффициент унификации:
где Qуэ - количество унифицированных элементов;
Qэ - количество конструкционных элементов.
2 Коэффициент точности поверхностей детали:
где Ti - соответственно квалитет точности обрабатываемых поверхностей;
Тср. - среднее значение этих параметров;
ni - число размеров или поверхностей для каждого квалитета
3 Коэффициент шероховатости поверхностей деталей:
где Rai - соответственно значения параметров шероховатости обрабатываемых поверхностей;
Raср. - среднее значение этих параметров;
ni - число размеров или поверхностей для каждого значения параметра шероховатости.
Вывод: из выше рассчитанных коэффициентов видно, что числовые значения почти всех показателей технологичности близки к 1, т.е. технологичность конструкции детали удовлетворяет требованиям, предъявленным к изделию. Деталь «Ось» целесообразно обрабатывать на станках с числовым программным управлением, так как деталь хорошо обрабатывается резанием и удобно базируется.
1.2 Химический состав и механические свойства материала детали
Деталь «Ось» изготовляется из стали 30ХГСА - конструкционная легированная сталь, выдерживающие значительные деформирующие нагрузки.
Из стали 30ХГСА рекомендуется изготовлять: валы, оси, зубчатые колеса, фланцы, корпуса обшивки, лопатки компрессорных машин, работающие при температуре до 2000С, рычаги, толкатели, ответственные сварные конструкции, работающие при знакопеременных нагрузках, крепежные детали, работающие при низких температурах.
Данные о химическом составе и механических свойствах материала размещаем в таблицы из соответствующих источников.
Таблица 1.2 - Химический состав стали
Таблица 1.3 - Механические свойства стали
|
Сечение, мм |
||||||||
Технологические свойства
Свариваемость - ограничено свариваемая.
Способы сварки: РДС; АДС под флюсом и газовой защитой, АрДС, ЭШС.
Обрабатываемость резанием - в горячекатаном состоянии при НВ 207ч217 и в=710 МПа.
Флокеночувствительность - чувствительна.
Склонность к отпускной хрупкости - склонна.
1.3 Определение типа производства
В машиностроении различают следующие типы производства:
Единичное;
Серийное (мелкосерийное, среднесерийное, крупносерийное);
Массовое.
Каждый тип производства характеризуется коэффициентом закрепления операции Кз.о.
Коэффициент закрепления операций Кз.о. определяется по формуле:
где Qоп. - число различных операций, выполняемых на участке;
Pm - число рабочих мест (станков), на которых выполняются эти операции.
Согласно ГОСТ 3.1108-74 коэффициент закрепления операций принимают равным
Таблица №1.4 - Значение коэффициента закрепления операций
Из выше рассчитанного следует, что производство серийное, следует определить партию запуска деталей. Ориентировочно величину партии можно рассчитать по формуле:
где N - годовой объем выпуска, шт.;
Число рабочих дней в году (365-Твых. - Тпразд.), дн.;
Необходимый запас деталей на складе в днях, колеблется в пределах 3ч8 дней
· для единичного и мелкосерийного производства 3ч4 дней
· для среднесерийного производства 5ч6 дней
· для крупносерийного и массового производства 7ч8 дней
Серийное производство характеризуется ограниченной номенклатурой изделий изготовленных или ремонтируемых периодически повторяющимися партиями, и сравнительно большим объемам выпуска.
При серийном производстве широко используются универсальные станки, а также специализированные и частично специальные станки.
Оборудование располагается не только по групповому признаку, но и по потоку.
Технологическая оснастка универсальная, а также специальная и универсально-сборная, что позволяет снизить трудоемкость и себестоимость изготовления изделия.
Рабочие специализируются на выполнении только нескольких операций. Технологический процесс дифференцирован, т.е. расчленен на отдельные самостоятельные операции, переходы приемы, движения.
Себестоимость изделия - средняя.
1.4 Анализ заводского технологического процесса
Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени от правильного выбора варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства. На трудоёмкость изготовления детали оказывают особое влияние её конструкция и технические требования на изготовление.
В заводском технологическом процессе деталь «Ось» обрабатывается следующим образом:
005 Контрольная 065 Слесарная
010 Токарная 070 Разметочная
015 Токарная 075 Сверлильная
020 Токарная 080 Промывочная
025 Контрольная 085 Магнитная
030 Термическая 090 Контрольная
035 Пескоструйная 095 Покрытие
040 Токарная 100 Шлифовальная
045 Шлифовальная 105 Слесарная
050 Токарная 110 Промывочная
055 Разметочная 115 Магнитная
060 Фрезерная 120 Подготовительная
Как видно из выше перечисленных операций заводского технологического процесса, здесь используется большое количество контрольных, слесарных, разметочных операций и используются станки старых моделей универсальные с ручным управлением.
Считаю, что в своем варианте технологического процесса обработки детали «Ось» необходимо на некоторых операциях применить высокопроизводительные станки с ЧПУ, что позволит:
Повысить производительность труда;
Ликвидировать разметочные и слесарные операции;
Сократить время на переналадку оборудования, на установку заготовок за счет применения универсальных сборочных приспособлений;
Сократить число операций;
Сократить затраты времени и средств на транспортировку и контроль деталей;
Уменьшить брак;
Сократить потребность в рабочей силе;
Уменьшить число станков;
Применить многостаночное обслуживание;
Кроме того на горизонтально-фрезерных и вертикально-сверлильной операциях целесообразно применить специальные быстропереналадочные приспособления с пневмозажимом, обеспечивающие надежное закрепление и точное базирование детали в процессе обработки, а так же позволит:
Сократить время на переналадку оборудования;
Обеспечить фиксированное и надежное положение заготовки в приспособлении;
Освободит от предварительной разметки перед данной операцией
Применение специального высокопроизводительного режущего инструмента обеспечивает высокую точность и необходимую шероховатость обрабатываемых поверхностей.
1.5 Технико-экономическая оценка выбора метода получения заготовки
Выбор метода получения заготовки является одним из важнейших факторов при проектировании и разработке технологического процесса.
Вид заготовки и метод в значительной степени определяется материалом детали, типом производства, а так же такими технологическими свойствами как конструктивная форма и габаритные размеры детали.
В современном производстве одним из основных направлений развития технологии механической обработки является использование чистовых заготовок с экономичными конструктивными формами, т.е. рекомендуется переложить большую часть процесса формообразования детали на заготовительную стадию и тем самым снизить затраты и расход материала при механической обработке.
В дипломной работе для детали «Ось» применяю метод получения заготовки горячую штамповку на кривошипных прессах.
При этом методе форма заготовки по своим размерам приближена к размерам детали и этим самым снижается расход материала и время на изготовление детали «Ось», а также уменьшается количество операций механической обработки и, следовательно, уменьшается себестоимость данной детали.
1.6 Выбор технологических баз
Базой называют поверхность, заменяющую совокупность поверхностей, ось, точку детали по отношению к которым ориентируются другие детали, обрабатываемые на данной операции.
Для повышения точности обработки детали необходимо соблюдать принцип совмещения (единства) баз, согласно которого при назначении технологических баз для точной обработки заготовки в качестве технологических баз следует применять поверхности, которые одновременно являются конструкторскими и измерительными базами детали.
А также принцип постоянства баз, который заключается в том, что при разработке технологического процесса необходимо стремиться к использованию одной и той же технологической базы, не допуская без необходимости смены технологических баз.
Стремление осуществить обработку по одной технологической базе объясняется тем, что всякая смена баз увеличивает погрешность взаимного расположения обрабатываемых поверхностей.
Проанализировав все выше названое, делаю вывод, что для обработки детали «Ось» за базовые поверхности необходимо принять:
Операция 010 Токарная ЧПУ
Установ А: 61,8
Установ Б: ? 40,3
: ?40,3
: ?40,3
Операция 025 Круглошлифовальная: отв. Ш24H9
1.7 Проектирование маршрутного технологического процесса детали: последовательность обработки; выбор оборудования; выбор станочных приспособлений; выбор режущих инструментов; выб ор вспомогательных инструментов
При разработке технологического процесса руководствуются следующими основными принципами:
В первую очередь обрабатываю те поверхности, которые являются в базовыми при дальнейшей обработке;
После этого обрабатывают поверхности с наибольшими припусками;
Поверхности, обработка которых обусловлена высокой точностью взаимного расположения поверхностей, необходимо обрабатывать с одного установа;
При обработке точных поверхностей следует стремиться к соблюдению двух основных припусков: совмещение (единства) баз и постоянства баз
Последовательность обработки
Операция 005 Заготовительная
Операция 010 Токарная ЧПУ
Установ А
Установить, закрепить заготовку
1 Точить торец «чисто»
2 Точить фаску 1х450
3 Точить Ш40,4 мм на l=63,5-0,2 мм, выдержав R1
4 Точить фаску 1х450
5 Зенковать фаску 1х450
Установ Б
Переустановить, закрепить заготовку
1 Точить торец «чисто» выдержав l=79,5-0,2 мм
2 Точить фаску 1х450
3 Точить Ш60 мм на проход
4 Зенкеровать Ш23,8 мм на проход
5 Зенковать фаску 2,5х450
6 Развернуть Ш24H9 (+0,052)
7 Контроль исполнителем
Операция 015 Горизонтально-фрезерная
Установ А
Установить, закрепить деталь
1 Фрезеровать паз B=20H11 (+0,13) на l=9,5 мм, выдержав R1
Установ Б
Переустановить, закрепить деталь
1 Фрезеровать паз B=20H11 (+0,13) на l=41 мм
2 Притупить острые кромки, припилить 2 фаски 0,5х450; 2 фаски 1х450
3 Контроль исполнителем
Операция 020 Вертикально-сверлильная
Установить, закрепить деталь
1 Сверлить 3 отв. Ш1,5 мм на проход, выдержав?1200, l=48 мм
2 Рассверлить 3 фаски 0,3х450
3 Контроль исполнителем
Операция 025 Термическая
1 Калить 35,5…40,5 HRC
Установить, закрепить деталь
1 Шлифовать Ш40f) на l=60 методом поперечной подачи
2 Контроль исполнителем
Операция 035 Контрольная
Выбор оборудования
При выборе оборудования учитываются следующие факторы:
Тип производства;
Вид заготовки;
Требования к точности обработки и шероховатости обрабатываемой поверхности;
Необходимая мощность;
Годовая программа.
На основании вышеизложенного выбираю технологическое оборудование.
Операция 010 Токарная с ЧПУ
Токарно-винторезный станок с ЧПУ 16К20Ф3
Станок предназначен для токарной обработки наружных и внутренних поверхностей деталей со ступенчатым и криволинейным профилем в осевом сечении при полуавтоматическом цикле, заданной программой на перфоленте.
|
Параметры |
Числовые значения |
|
|
Наибольший диаметр обрабатываемой заготовки: |
||
|
над станиной |
||
|
над суппортом |
||
|
Наибольший диаметр прутка, проходящего через отверстие шпинделя |
||
|
Наибольшая длина обрабатываемой заготовки |
||
|
Шаг нарезаемой резьбы: |
||
|
Метрической |
||
|
Число скоростей шпинделя |
||
|
Наибольшее перемещение суппорта: |
||
|
продольное |
||
|
поперечное |
||
|
Подача суппорта, мм/об (мм/мин): |
||
|
продольная |
||
|
поперечная |
||
|
Число ступеней подач |
||
|
Скорость быстрого перемещения суппорта, мм/мин: |
||
|
продольного и поперечного |
||
|
вертикального |
||
|
Мощность электродвигателя главного привода, кВт |
||
|
Габаритные размеры (без ЧПУ): |
||
|
масса, кг |
Операция 015 Горизонтально-фрезерная
Горизонтально-фрезерный широкоуниверсальный станок 6Р81Ш /10/
Станок предназначен для выполнения различных фрезерных работ, а так же сверлильных и несложных расточных работ в заготовках из чугуна, стали и цветных металлов. Станок может работать в полуавтоматическом и автоматическом режимах, что дает возможность многостаночного оборудования.
Технические характеристики станка
|
Параметры |
Числовые значения |
|
|
Размеры рабочей поверхности (ширина х длина), мм |
||
|
Наибольшее перемещение стола; мм: |
||
|
продольное |
||
|
поперечное |
||
|
вертикальное |
||
|
Расстояние: |
||
|
от оси оси горизонтального шпинделя до поверхности стола |
||
|
от оси вертикального шпинделя до направляющих станины |
||
|
от торца вертикального шпинделя до поверхности стола |
||
|
Наибольшее перемещение гильзы вертикального шпинделя, мм |
||
|
Угол поворота вертикальной фрезерной головки, в плоскости, параллельной: |
||
|
продольному ходу стола |
||
|
поперечному ходу стола: |
||
|
от станины |
||
|
к станине |
||
|
Внутренний конус шпинделя по ГОСТ 15945-82: |
||
|
горизонтального |
||
|
вертикального |
||
|
Число скоростей шпинделя: |
||
|
горизонтального |
||
|
вертикального |
||
|
Частота вращения шпинделя, об/мин: |
||
|
горизонтального |
||
|
вертикального |
||
|
Число рабочих подач стола |
||
|
Подача стола, мм/мин: |
||
|
продольная |
||
|
поперечная |
||
|
вертикальная |
||
|
Скорость быстрого перемещения стола, мм/мин: |
||
|
продольного |
||
|
поперечного |
||
|
вертикального |
||
|
Габаритные размеры: |
||
|
Масса (без выносного оборудования), кг |
Операция 020 Вертикально-сверлильная
Вертикально-сверлильный станок 2Н125
Станок предназначен для сверления, рассверливания, зенкерования, развертывания отверстий, нарезания резьбы метчиком и подрезания торцов ножами.
|
Параметры |
Числовые значения |
|
|
Наибольший условный диаметр сверления, мм |
||
|
Рабочая поверхность стола |
||
|
Наибольшее расстояние от торца шпинделя до рабочей поверхности стола |
||
|
Вылет шпинделя |
||
|
Наибольшийход шпинделя |
||
|
Наибольшее вертикальное перемещение: |
||
|
сверлильной головки |
||
|
Конус Морзе отверстия шпинделя |
||
|
Число скоростей шпинделя |
||
|
Частота вращения шпинделя, об/мин |
45; 63; 90; 125; 180; 250; 355; 500; 710; 1000; 1400; 2000 |
|
|
Число подач шпинделя |
||
|
Подача шпинделя, мм/об |
0,1; 0,14; 0,2; 0,28; 0,4; 0,56; 0,8; 1,12; 1,6 |
|
|
Мощность электродвигателя привода главного движения, кВт |
||
|
КПД станка |
||
|
Габаритные размеры, мм: |
||
|
масса, кг |
Операция 030 Круглошлифовальная
Круглошлифовальный полуавтомат для врезного и продольного шлифования, повышенной точности 3М151
Станок предназначен для наружного шлифования цилиндрических и пологих конических поверхностей.
|
Параметры |
Числовые значения |
|
|
Наибольшие размеры устанавливаемой заготовки: |
||
|
Наибольшая длина шлифования: наружного |
||
|
Высота центров над столом |
||
|
Наибольшее продольное перемещение стола |
||
|
Угол поворота в о: |
||
|
по часовой стрелке |
||
|
против часовой стрелки |
||
|
Скорость автоматического перемещения стола (бесступенчатое регулирование), м/мин |
||
|
Частота вращения шпинделя заготовки с бесступенчатым регулированием, об/мин |
||
|
Конус Морзе шпинделя передней бабки и пиноли задней бабки |
||
|
Наибольшие размеры шлифовального круга: |
||
|
наружный диаметр |
||
|
Перемещение шлифовальной бабки: |
||
|
наибольшее |
||
|
на одно деление лимба |
||
|
за один оборот толчковой рукоятки |
||
|
Частота вращения шпинделя шлифовального круга, об/мин |
||
|
при шлифовании наружном |
||
|
Скорость врезной подачи шлифовальной бабки, мм/мин |
||
|
Мощность электродвигателя привода главного движения, кВт |
||
|
Габаритные размеры, мм: |
||
|
масса, кг |
Выбор станочных приспособлений
При разработке технологического процесса механической обработки детали необходимо правильно выбрать приспособление, которое должно способствовать повышению производительности труда, точности обработки, улучшению условий труда, ликвидации предварительной разметки детали и выверки ее при установке на станке.
Операция 010 Токарная ЧПУ
Приспособление: патрон самоцентрирующийся трёхкулачковый
ГОСТ 2675-80 входит в комплектность станка; центр вращающийся
ГОСТ 2675-80.
Операция 015 Горизонтально-фрезерная
Приспособление: специальное наладочное приспособление для фрезерования детали со встроенным пневматическим цилиндром.
Операция 020 Вертикально-сверлильная
Приспособление: Головка делительная универсальная ГОСТ 8615-89;
жесткий цент ГОСТ 13214-79.
Операция 030 Круглошлифовальная
Приспособление: патрон поводковый для шлифовальных работ
ГОСТ 13334-67 Хомутик поводковый для шлифовальных работ
ГОСТ 16488-70
Выбор режущего инструмента
При выборе режущего инструмента необходимо стремиться принимать стандартный инструмент, но иногда целесообразно принимать специальный, комбинированный или фасонный инструмент, позволяющий совмещать обработку нескольких поверхностей.
Правильный выбор режущей части инструмента имеет так же большое значение для повышения производительности труда, повышения точности и качества обрабатываемой поверхности.
Операция 010 Токарная с ЧПУ
Установ А
Переход 01, 02, 03, 04 Проходной упорный резец с пластинками из твердого сплава Т15К6, 16х25 ГОСТ 18879-73 /7/
Установ Б
Переход 01, 02, 03 Проходной упорный отогнутый резец с твердосплавными пластинками Т15К6, 16х25 ГОСТ 18879-73
Техническая характеристика резца: Н=25 мм, В=16 мм, L=140 мм, n=7 мм, l=16 мм, r=1,0 мм.
Переход 04 Зенкер цельный Ш23,8 мм из быстрорежущей стали Р6М5 с коническим хвостовиком ГОСТ 12489-71
Техническая характеристика зенкера: D=23,8 мм, L=185 мм, l=86 мм.
Переход 05 Зенковка?450 из быстрорежущей стали Р6М5 с коническим хвостовиком ОСТ-2
Техническая характеристика зенковки: D=32 мм, L=145 мм, l=56 мм.
Переход 06 Развертка из быстрорежущей стали цельная Ш24H9 (+0,052) с коническим хвостовиком ГОСТ 1672-80
Техническая характеристика развертки: D=24 мм, L=225 мм, l=34 мм
Операция 015 Горизонтально-фрезерная
Переход 01 Дисковая трехсторонняя фреза Ш125 со вставными ножами, оснащенными твердым сплавом Т15К6, z=8 ГОСТ 5348-69
Техническая характеристика фрезы: D=100 мм, B=20 мм, d=32 мм, z=8 мм.
Переход 02 Надфиль плоский ГОСТ 1513-77
Техническая характеристика фрезы: L=130 мм.
Операция 020 Вертикально-сверлильная
Переход 01 Сверло спиральное?1,5 мм из быстрорежущей стали Р6М5 с цилиндрическим хвостовиком ГОСТ 10902-77
Техническая характеристика сверла: d=1,5 мм, L =63 мм, l=28 мм.
Переход 02 Сверло спиральное?6 мм из быстрорежущей стали Р6М5 с цилиндрическим хвостовиком ГОСТ 10902-77
Техническая характеристика сверла: d=6 мм, L =72 мм, l=34 мм
Операция 030 Круглошлифовальная
Переход 01 Шлифовальный круг 300х63х76 ПП 24А40НСМ25К8
ГОСТ 2424-83.
Техническая характеристика круга: D =300 мм, В =63 мм, d=76 мм.
1.7.5 Выбор вспомогательного инструмента
При выборе вспомогательных инструментов пользуются теми принципами, что и станочные приспособления.
На основании вышеописанного произвожу выбор вспомогательных инструментов.
На операции 010 Токарная ЧПУ:
Установ А
Переход 05 - применяю переходную втулку ГОСТ 13598-85
Установ Б
Переход 04, 05, 06 - применяю переходную втулку ГОСТ 13598-85.
1.8 Определение операционных припусков, допусков, межоперационных размеров и размеров заготовки (на две поверхности произвести расчет припусков аналитическим методом)
Выбор заготовки для дальнейшей механической обработки и установление величин рациональных припусков и допусков на обработку является одним из весьма важных этапов проектирования технологического процесса изготовления детали. От правильности выбора заготовки, т.е. установления ее форм, размеров, припусков на обработку, точности размеров и твердости материала в большей степени зависит характер и число операций или переходов, трудоемкость изготовления детали, величина расхода материала и инструмента и в итоге - стоимость изготовления детали.
Определение припусков аналитическим методом
Аналитический метод определения припусков базируется на анализе производственных погрешностей, возникающих при конкретных условиях обработки заготовки.
Для наружных или внутренних поверхностей тел вращения операционные припуски 2Zi min мкм определяются по формуле:
где - высота микронеровностей поверхности;
Глубина поверхностного дефектного слоя;
Суммарное значение пространственных геометрических отклонений;
Погрешность установки
Определяем промежуточные припуски и промежуточные размеры при обработке поверхности отверстия?24Н9 (+0,052).
Для наглядности и простоты определения промежуточных припусков и размеров составляем таблицу.
Таблица 1.5 - Расчеты припусков, допусков и промежуточных размеров на данную поверхность
|
Поверхность детали и маршрут ее обработки |
Допуск на размер, мм |
Элементы припуска, |
Промежуточные припуски, мм |
||||||||
|
Заготовка-штамповка |
|||||||||||
|
Однократное растачивание |
|||||||||||
|
Нарезание резьбы |
Проверка: Tdзаг - Tdд =
1400 - 62 = (3758+352) - (2488 + 284)
1338 мкм = 1338 мкм
Рис. 1.1 - Схема расположения полей припусков и допусков по обрабатываемой поверхности
Определяем промежуточные припуски и промежуточные размеры при обработке поверхности вала?40f7.
Для наглядности и простоты определения промежуточных припусков, допусков и размеров составляем таблицу /10/
Таблица 1.6 - Расчеты припусков, допусков и промежуточных размеров на данную поверхность
|
Вид заготовки и технологическая операция |
Точность заготовки и обрабатываемой поверхности |
Допуск на размер, мм |
Элементы припуска, мкм |
Промежуточные размеры заготовки, мм |
Промежуточные припуски, мм |
||||||
|
Заготовка-штамповка |
|||||||||||
|
Черновое точение |
|||||||||||
|
Чистовое точение |
|||||||||||
|
Термообработка шлифование |
Проверка: Tdзаг - Tdд =
1400 - 25 = (2818+468+54) - (1668+257+40)
1375 мкм = 1375 мкм
Рис. 1.2 - Схема расположения полей припусков и допусков по обрабатываемой поверхности
Расчет припусков, допусков, межоперационных размеров табличным способом
На остальные поверхности заготовки припуски, допуски, межоперационные размеры считаю табличным способом, полученные данные свожу в таблицу
Таблица 1.7 - Расчет припусков, допусков и промежуточных размеров на остальные поверхности
|
Последовательность обработки |
Квалитет точности |
Шероховатость |
Допуски мм |
Величина припуска |
Расчетный размер, мм |
Предельный размер, мм |
Предельный припуск, мм |
|||
|
Заготовка-штамповка Однократное получист точение l=79,5 |
||||||||||
|
Заготовка-штамповка Однократное получист точение?60 |
Таблица 1.8 - Межоперационные размеры поверхностей заготовки
1.9 Определение нормы расхода (вычислить коэффициент использования материала и коэффициент использования заготовки)
Для определения нормы расхода материала необходимо определить массу заготовки. Массу заготовки рассчитывают исходя из его объема и плотности материала. Необходимо стремиться к тому, чтобы форма и размеры заготовки были близки к форме и размерам готовой детали, что уменьшает трудоемкость механической обработки, сокращает расход материала, режущего инструмента, электроэнергии и т.д.
Массу заготовки рассчитывают по формуле:
где - плотность материала, гр./см3
Общий объем заготовки, см3.
Обычно сложную фигуру заготовки необходимо разбить на элементарные части правильной геометрической формы и определить объемы этих элементарных частей. Сумма элементарных объемов составит общий объем заготовки.
Объем цилиндрической трубы V, см3 рассчитываем по формуле:
где - наружный диаметр цилиндрической трубы, см
Внутренний диаметр цилиндрической трубы, см
h - высота цилиндрической трубы, см.
Правильный выбор способа получения заготовки характеризуется двумя коэффициентами:
Ким - коэффициент использования материала
Киз - коэффициент использования заготовки
где - масса детали, гр
где - масса потерь металла (угар, облой, на отрезку и т.д.)
Коэффициент использования материала колеблется в следующих пределах:
Для отливки 0,65 ч 0,75…0,8
Для штамповки 0,55ч 0,65…0,75
Для проката 0,3ч 0,5
Произведя расчеты коэффициента использования материала и коэффициента использования заготовки делаю вывод, что эти коэффициенты лежат в допустимых пределах, следовательно, выбранный метод получения заготовки правильный.
1.10 Определение режимов резания, мощности для двух
Определение режимов резания и мощности можно производить двумя методами:
Аналитическим (по эмпирическим формулам);
Табличным
Расчет режимов резания для двух разнохарактерных операций или переходов по эмпирическим формулам
Производим расчет режимов резания и мощности для разнохарактерных операций и переходов по эмпирическим формулам
Операция 010 Токарная ЧПУ
Установ Б
Переход 01 Точить торец «чисто» выдержав l=79,5-0,2 мм
Глубина резания: t=1,0 мм
Подача: S=0,5 мм/об /10/
Скорость резания V, м/мин:
где Cv = 350; x=0,15; y=0,35; m=0,2 /7/
T - стойкость резца, мин (Т=60 мин)
Kv = Kmv Knv Kuv KTv KTc Kц Kr
где Kф - коэффициент, характеризующий группу стали по обрабатываемости
Кnv - коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания (Кnv=0,8) /9/
Кuv - коэффициент, учитывающий влияние инструментального материала на скорость резания (Кuv=1,15) /9/
КTv - коэффициент, учитывающий стойкость инструмента в зависимости от количества одновременно работающих инструментов (КTv=1,0)/9/
КTс - коэффициент, учитывающий стойкость инструмента в зависимости от количества одновременно обслуживающих станков (КTс=1,0)
Кц - коэффициент, учитывающий влияние главного угла в плане ц (Кц=0,7)
Кr - коэффициент, учитывающий влияние радиуса r при вершине резца (Кr=0,94) /9/
Kv = 0,56 0,8 1,15 1,0 1,0 0,7 0,94 ? 0,34
Частота вращения заготовки, n об/мин:
где V - скорость резания, м/мин
D - диаметр обрабатываемой поверхности, мм
Согласно условия обработки принимаем:
nпр= 359 об/мин
Сила резания, PZ Н:
PZ = 10·Cp·tx ·Sy·Vn·Kp
где Cp = 300; х=1,0; y=0,75; n= -0,15 /7/
Кр - коэффициент, влияющий на силу резания
Кр = Kmp·Kцp·Kp·Kp·Krp
где n - показатель степени (n=0,75) /9/
Кцр - коэффициент, учитывающий влияние главного угла в плане
на силу резания (Кцр=0,89) /9/
Кр - коэффициент, учитывающий влияние переднего угла на силу резания (Кр=1,0) /9/ Кр - коэффициент, учитывающий влияние угла наклона главного лезвия на силу резания (Кр =1,0). Кrp - коэффициент, учитывающий влияние радиуса при вершине на силу резания (Кrp=0,87).
Кр = 1,31 0,89 1,0 1,0 0,87 ? 1,01
Отсюда сила резания PZ Н:
PZ = 10 300 1,01,0 0,50,75 70-0,15 1,01 ? 947 Н
Минутная подача Sm, мм/мин
где So - подача на оборот заготовки, мм/об;
nпр - принятая частота вращения заготовки об/мин
Sm = 0,5 359 ? 180 мм/мин
Эффективная мощность резания Ne, кВт:
где - сила резания, Н
Скорость резания, м/мин
Эффективная мощность рассчитана правильно, если выполняется условие: 1,08 кВт 10 0,75
1,08 кВт 7,5 кВт
Операция 015 Горизонтально-фрезерная
Переход 01 Фрезеровать разы в размер 20H
Глубина резания: 9 мм
Ширина фрезерования B = 20 мм
Подача: Sz. =0,06 мм/зуб /10/
Скорость резания V, м/мин:
где Cv = 690; m = 0,35; x = 0,3; y = 0,4; u = 0,1; p = 0 /5/
T - стойкость фрезы, мин (Т=120 мин); /7/
B - ширина фрезерования, мм. B = 20 мм
Kv - коэффициент, влияющий на скорость резания
Kv = Kmv Kuv Klv
где Кmv - коэффициент, учитывающий влияние физико-механических свойств обрабатываемого материала на скорость резания
где Kф - коэффициент, характеризующий группу стали по обрабатываемости (Kф=0,8)
nv - показатель степени (nv=1,0)
Кuv - коэффициент, учитывающий влияние инструментального материала на скорость резания (Кuv=1,0)
Kv = 0,54 0,8 1,0 ? 0,5
Отсюда скорость резания V, м/мин:
Частота вращения шпинделя, n об/мин:
где обозначения прежние
nд=500 об/мин
Действительная скорость резания Vд, м/мин:
где обозначения прежние
Минутная подача Sm, мм/мин:
где обозначения прежние
Sm =0,06·8·500=240 мм/мин
Согласно условия обработки и паспортных данных станка принимаю:
Sm = Sv =200 мм/мин, тогда действительная подача на зуб фрезы:
Сила резания, Pz Н:
где Cp = 261; x = 0,9; y=0,8; u = 1,1; = 1,1; w = 0,1 /7/
где Kp - коэффициент, влияющий на силу резания
где Kmp - коэффициент, учитывающий влияние качества обрабатываемого материала на силу резания
где n - показатель степени (n=0,3) /9/
Kmp = ? 1,12 Отсюда сила резания, Pz Н:
Мощность на резание Nрез, кВт:
где обозначения прежние
Проверяем достаточно ли мощность привода станка
Мощность на шпинделе станка N_(шп,)
где обозначения прежние
Эффективная мощность резания рассчитана правильно, если выполняется условие:
3,56 кВт 6 Следовательно, обработка возможна.
Расчет режимов резания и мощности для остальных операций и переходов по действующим нормативам Для удобства дальнейшего использования рассчитанных режимов резания составляем таблицу
Таблица 1.9 - Расчет режимов резания по операциям технологического процесса
|
Глубина резанияt, мм |
Подача S мм/об SZ мм/зуб |
Скорость резания V, мм/мин |
Частота вращения n, об/мин |
Фактическая скорость резания Vф м/мин |
Минутная подача Sm мм/мин |
Мощность на резание Nр, кВт |
|
|
Операция 010 Токарная ЧПУ Переход 01 Точить торец «чисто» |
|||||||
|
Переход 02 Точить фаску 1х450 |
|||||||
|
Переход 03 Точить Ш40,4 мм на l=63,5-0,2 мм, выдержав R1 |
|||||||
|
Переход 04 Точить фаску 1х45о |
|||||||
|
Переход 05 Зенкеровать фаску 1х45о |
|||||||
|
Установ Б Переход 02 Точить фаску 1х45о |
|||||||
|
Переход 03 Точить Ш60 мм на проход |
|||||||
|
Переход 04 Зенкеровать Ш23,8 мм на проход |
|||||||
|
Переход 05 Зенковать фаску 2,5х450 |
|||||||
|
Переход 06 Развернуть Ш24H9 (+0,052) |
|||||||
|
Операция 020 Вертикально-сверлильная Переход 01 Сверлить 3 отв. Ш1,5 мм на проход, выдержав?1200, l=48 мм |
|||||||
|
Переход 02 Рассверлить 3 фаски 0,3х450 |
|||||||
|
Операция 030 Круглошлифовальная Переход 01 Шлифовать Ш40f) на l=60 мм методом поперечной подачи |
|||||||
1.11 Определение норм времени по операциям
Техническая норма времени на обработку заготовки является основным параметром для расчета стоимости изготовляемой детали, числа производственного оборудования, заработной платы и планирования производства. Техническую норму времени определяют на основе технических возможностей технологической оснастки, режущего инструмента, станочного оборудования и правильной организации рабочего места.
Определение норм времени для операции, выполняемой на станке с ЧПУ
Операция 010 Токарная ЧПУ
1 Время автоматической работы станка Та, мин:
Та = Тоа + Тва
где Тоа - основное время автоматической работы станка, мин;
Тва - вспомогательное время работы станка по программе, мин.
где l - длина обрабатываемой поверхности в направлении подачи, мм;
l1 - величина врезания, мм;
l2 - величина перебега, мм;
S - подача на оборот детали, мм/об;
i - число проходов.
Тоа =0,06+0,03+0,25+0,03+0,02+0,03+0,12+0,41+0,71+0,03 = 1,69 мин
Тва = Твха + Тост
где Твха - время выполнения автоматических вспомогательных ходов (подвод детали или инструмента от исходных точек в зоны обработки и отвод, установка инструмента на размер), мин;
где dxx - длина холостого хода, мм;
Sxx - скорость холостого хода, м/мин;
Число технологических участков.
Тост - время технологических пауз (остановок, подачи вращения шпинделя для проверки размеров, осмотра или смены инструмента), мин
где а - количество остановок
2 Время вспомогательной ручной работы Тв, мин:
где а=0,0760; х = 0,170; у = 0,15
Вспомогательное время, связанное с выполнением операции, мин
где а=0,36; b= 0,00125; c=0,04; d=0,022; =0
Xо Yо Zо - нулевые координаты;
k - число корректоров в наладке;
lпл - длина перфоленты, м (lпл=0,5 м)
Вспомогательное время, перекрываемое на контрольные измерения детали, мин
где k = 0,0187; z = 0,21; u = 0,330 /11/
D - измеряемый диаметр, мм
L - измеряемая длина, мм
Тв = 0,25 + 0,58 + 0,16 = 0,99 мин
3 Подготовительно-заключительное время Тпз, мин:
Тпз = а + в nu + c Pp + d Pnn
где а =11,3; в = 0,8; c = 0,5; d = 0,4
nu - число режущих инструментов;
Рр - число установленных исходных режимов работы станка (Рр=2);
Рnn - число размеров, набираемых переключателями на пульте управления (Рnn = 2 ч 3)
Т nз = 11,3 + 0,8 4 + 0,5 2 + 0,4 3 = 16,7 мин
После определения Тв производят его корректировку в зависимости от серийности производства.
4 Поправочный коэффициент серийности:
где а=4,17; х =0,216;
где nпр - производительная партия деталей, шт. (раздел 1.4)
5 Штучное время Тшт, мин:
где (аорг + аотл) - процент времени на организационное и техническое обслуживание рабочего места и отдыха (аорг + аотл) = 10% /2/
Время обработки партии деталей:
где обозначения прежние
Т = 3,44 280 + 16,7 = 980 мин
Определение норм времени для операций, выполняемых на универсальных станках
Операция 015 Горизонтально-фрезерная
Установ А
Переход 01
где L - путь, пройденный инструментом, мм:
где l - длина обрабатываемой поверхности, мм;
l1 - величина врезания инструмента, мм;
l2 - величина перебега инструмента, мм;
n - частота вращения детали, об/мин;
i - число проходов.
где - вспомогательное время на установку и снятие детали, мин
Вспомогательное время, связаное с переходом, мин
Вспомогательное время, связаное с контрольными измерениями, мин
Установ Б
Переход 01
1 Основное время работы станка То, мин:
Вспомогательное время Тв, мин:
где обозначения прежние
Топер = 0,48 + 1,0 = 1,48 мин
Тобс =3,5% от Топер
Тотл = 4% от Топер
где К - суммарный процент времени на обслуживание рабочего места и времени на отдых и личные надобности
где - подготовительно-заключительное время на наладку станка, инструмента и приспособлений, мин
Подготовительно-заключительное время на дополнительные приёмы, мин
Подготовительно-заключительное время на получение инструмента и приспособлений до начала и сдачу их после окончания обработки, мин
Операция 020 Вертикально-сверлильная
Переход 01
1 Основное время работы станка То, мин:
2 Вспомогательное время Тв, мин:
Переход 02
1 Основное время работы станка То, мин:
2 Вспомогательное время Тв, мин:
3 Оперативное время Топер, мин:
Топер = 0,93 + 0,79= 1,72 мин
4 Время на обслуживание рабочего места Тобс, мин:
Тобс =4% от Топер
5 Время на отдых и личные надобности Тотл, мин:
Тотл = 4% от Топер
6 Норма штучного времени Тшт, мин:
7 Подготовительно-заключительное время Тпз, мин:
8 Штучно-калькуляционное время Тшк, мин:
Операция 030 Круглошлифовальная
Переход 01
1 Основное время работы станка То, мин:
где - длина хода стола, мм/дв. ход
Припуск на обработку на сторону, мм
Минутная продольная подача, мм/мин
Поперечная подача, мм/об
2 Вспомогательное время Тв, мин:
3 Оперативное время Топер, мин:
Топер = 0,3+ 0,81= 1,11 мин
4 Время на обслуживание рабочего места Тобс, мин:
Тобс =9% от Топер
5 Время на отдых и личные надобности Тотл, мин:
Тотл = 4% от Топер
6 Штучное времени Тшт, мин:
7 Подготовительно - заключительное время Тпз, мин:
8 Штучно-калькуляционное время Тшк, мин:
Для удобства дальнейших расчетов все полученные данные свожу в таблицу
Таблица 1.10 - Нормы времени по всем операциям технологического процесса
Расчет и кодирование программ на заданные операции
Основываясь на все выше произведенные расчеты, произвожу расчет и кодирование управляющей программы для операции 010Токарная с ЧПУ.
Таблица 1.11 - Траектория движения инструмента
По составленным табличным данным произвожу кодирование программы:
Установ А
Установ Б
Контроль программы
При подготовке программы, как правило, возникают ошибки, которые исправляются в процессе отладки и внедрения программы.
Ошибки возникают при задании исходных данных в процессе расчета и записи УП на программоноситель. Соответственно различают ошибки геометрические, технологические и ошибки перфорации или записи на магнитную ленту.
Геометрические ошибки появляются при неправильном задании размеров детали, заготовки и т.д. Для выявления геометрических ошибок применяются различного типа графические устройства, например, координатные и графические дисплеи. Технологические ошибки связаны с непрерывным выбором режущего инструмента, режимов резания, последовательности обработки детали на станке. Ошибки записи программы на программоноситель появляются вследствии неправильных действий технологов при набивке информации или в результате сбоев в работе устройства подготовки данных. Эти ошибки появляются в процессе контроля управляющей программы координатографе или на станках с ЧПУ.
2 . Конструкторская часть
2.1 Описание конструкции и расчет станочного приспособления
Назначение устройства и принцип работы проектируемого приспособления
Делительная головка с цанговым зажимом предназначена для обработки пазов на фрезерной операции деталей типа «Ось».
Принцип действия приспособления заключается в следующем: Сжатый воздух из сети через штуцер(19) подается в пневмоцилиндр(20), образованный в корпусе приспособления и действует на поршень(22). Развиваемая в результате этого сила передается через упорный шарикоподшипник(37) на три штыря(25), которые поднимают стакан(4), помещенный в направляющей стальной гильзе(7).
Поднимаясь, стакан конусным отверстием сжимает конус цанги(5). Обрабатываемая деталь при этом закрепляется.
При отключении подачи воздуха пальцы(9) под действием пружины (8) возвращают стакан в исходное положение.
Для перехода на следующую позицию цангу вместе с обрабатываемой деталью поворачивают рукояткой(29). Для движения по часовой стрелке эксцентриковый диск(27) выталкивает фиксатор(14) из паза делительного диска(28), а собачка(30) под действием пружины(31) попадает в очередной его паз.
При обратном движении рукоятки(29) собачка(30) поворачивает делительный диск(28) с диском(3) и укрепленной на нем цангой(5) с обрабатываемой деталью до тех пор, пока фиксатор(14) не попадет в следующий паз делительного диска и тем самым не зафиксирует поворот детали на 900.
Колпачок(6) предохраняет прорези цанги от попадания стружки при фрезеровании.
Расчет и точность
Погрешностью базирования называется отклонение фактически достигнутого положения, определяется как предельное поля рассеивания расстояние между технологической и измерительной базами в направлении выдерживаемого размера.
Суммарная погрешность при выполнении любой операции механической обработки состоит из:
1 погрешность установки заготовки;
2 погрешность настройки станка
3 погрешность обработки, возникающей в процессе изготовления детали. Значение погрешности базирования определяют следующими расчетами:
где - погрешность установки заготовки;
Погрешность настройки станка;
Погрешность обработки, возникающей в процессе изготовления детали;
д - допуск на размер.
Погрешностью установки - одна из составляющих суммарной погрешности выполняемого размера детали. Она возникает при установке обрабатываемой заготовки в приспособлении и складывается из погрешности базирования, погрешности закрепления и погрешности положения заготовки, зависящий от точности приспособления и определяемой ошибками изготовления и сборки его установленных элементов и их износа при работе.
Погрешностью настройки станка возникает при установке режущего инструмента на размер, а также вследствие неточности копиров и упоров для автоматического получения размера на детали.
Погрешность обработки, возникающая в процессе изготовления детали на станке объясняется:
1 Геометрической неточностью станка;
2 Деформацией технологической системы под действием сил резания;
3 Неточность изготовления и износа режущего инструмента и приспособления.
4 Температурными деформациями технологической системы.
Еу = 0,02+0+0,03=0,05 мм
0,05+0,03+0,03 ? 0,13 мм
0,11 мм? 0,13 мм
Определение усилия зажима
Для определения усилия зажима необходимо рассчитать силу резания на операцию, для которой спроектировано приспособление.
Сила резания на данную операцию рассчитана в пункте 1.10, то все данные для расчета беру оттуда.
Для обеспечения надежности зажима заготовки необходимо определить коэффициент запаса по формуле:
где - гарантированный коэффициент запаса
Коэффициент, учитывающий увеличение сил резания из-за случайных неровностей на обрабатываемых поверхностях
Коэффициент, характеризующий увеличение сил резания, в следствии затупления режущего инструмента
Коэффициент, учитывающий увеличение сил резания при прерывистом резании
Коэффициент, характеризующий сил закрепления в зажимном механизме
Коэффициент, характеризующий экономику ручных зажимных механизмов
Коэффициент, учитывающий наличие моментов, стремящихся провернуть заготовку, установленную плоской поверхностью
Так как то принимаем
Необходимая сила зажима определяется по формуле:
Площадь поршня пневмоцилиндра определяется по формуле:
где - давление в сети =0,38МПа
Диаметр пневмоцилиндра определяется по формуле:
Принимаю стандартный диаметр пневмоцилиндра
Определяю действительную силу зажима цилиндра
Определяю время срабатывания цилиндра
где - ход штока
Скорость хода штока, м/с
Расчет экономической целесообразности приспособления
Расчет экономической целесообразности применения проектируемого приспособления основывается на сопоставлении затрат и экономической целесообразности.
где - годовая экономия без учета годовых затрат на приспособление, руб.
Р - годовые затраты на приспособления
Годовая экономия определяется по формуле
де- штучное время при обработке детали без приспособления =1,52 мин
Штучное время на операцию после внедрения приспособления
Часовая ставка по эксплуатации рабочего места для типа производства
25 руб./час
N - годовая программа выпуска
Годовые затраты определяются по формуле:
где - стоимость приспособления
А - коэффициент амортизации
В-коэффициент, учитывающий ремонт и хранение приспособлений
Р = 4500 (0,56+0,11)=3015 руб.
Согласно производственным расчетам и условию целесообразности, в моем случае это условие выполняется.
Из этого делаю вывод, что применение спроектированного приспособления экономически целесообразно.
2.2 Описание конструкции и расчет специального режущего инструмента
При конструировании режущего инструмента необходимо выполнить некоторые условия:
Найти наивыгоднеишие углы заточек;
Определить силы, действующие на режущие части;
Подобрать наиболее подходящий материал для режущей части и соединительной части инструмента;
Установить допустимые отклонения на размеры рабочей и соединительной частей инструмента в зависимости от условий работы и требуемой точности и качества обрабатываемой поверхности;
Произвести необходимые расчеты элементов режущего инструмента и при необходимости произвести расчеты на прочность и жесткость;
Разработать рабочий чертеж инструмента с необходимыми техническими требованиями на эксплуатацию и его изготовление;
Произвести расчет экономических расходов инструментальных материалов.
На основании выше изложенных условий произвожу расчет дисковой трехсторонней фрезы для фрезерования пазов в размер 20h11 на операции 015 Фрезерная
Исходные данные для расчета:
Материал заготовки 30ХГСА;
Припуск на обработку t=9 мм
Подобные документы
Технологический процесс изготовления детали "Крышка подшипника". Технология механической обработки. Служебное назначение и технологическая характеристика детали. Определение типа производства. Анализ рабочего чертежа детали, технологический маршрут.
курсовая работа , добавлен 10.11.2010
Особенности и преимущества станков с программным управлением. Служебное назначение, анализ материала и технологичности конструкции изготавливаемой детали. Проектный вариант технологического процесса механической обработки детали, наладка станка.
курсовая работа , добавлен 19.06.2017
Служебное назначение и конструкция детали "Рычаг правый", анализ технологичности конструкции. Выбор метода получения исходной заготовки. Технологический процесс механической обработки детали. Выбор оборудования; станочное приспособление, режим резания.
курсовая работа , добавлен 09.04.2016
Служебное назначение и техническая характеристика шестерни. Анализ технологичности конструкции детали. Разработка технологического процесса обработки детали. Расчет припусков и точности обработки. Проектирование оснастки для изготовления шпоночных пазов.
курсовая работа , добавлен 16.11.2014
Служебное назначение и технические требования детали. Технологический контроль чертежа и анализ технологичности конструкции. Выбор способа получения заготовки. Проектирование маршрутной технологии обработки детали. Расчет режимов резания и норм времени.
курсовая работа , добавлен 06.12.2010
Расчет объема выпуска и определение типа производства. Общая характеристика детали: служебное назначение, тип, технологичность, метрологическая экспертиза. Разработка маршрутного технологического процесса изготовления детали. Эскизы обработки, установки.
курсовая работа , добавлен 13.02.2014
Проектирование маршрутного технологического процесса механической обработки детали. Анализ технологичности конструкции детали. Выбор метода получения заготовки. Описание конструкции и принципа работы приспособления. Расчет параметров силового привода.
курсовая работа , добавлен 23.07.2013
Расчёт объёма выпуска и размера партии деталей. Служебное назначение детали "вал". Анализ соответствия технических условий и норм точности назначению детали. Анализ технологичности конструкции детали. Технологический маршрут изготовления детали.
курсовая работа , добавлен 10.03.2011
Описание и характеристика изготавливаемой детали. Анализ технологичности конструкции детали. Проектирование технологического процесса механической обработки. Разработка управляющей программы. Техническое нормирование операций технологического процесса.
курсовая работа , добавлен 22.11.2009
Служебное назначение детали. Обоснование метода получения заготовки. Разработка технологического процесса изготовления детали. Обоснование выбора технологических баз. Проектирование режущего инструмента. Техническое нормирование станочных операций.
1.1 Служебное назначение и технические характеристики детали
Для составления качественного технологического процесса изготовления детали необходимо тщательным образом изучить ее конструкцию и назначение в машине.
Деталь представляет собой цилиндрическую ось. Наиболее высокие требования к точности формы и расположения, а также шероховатости предъявляются к поверхностям шеек оси, предназначенных для посадки подшипников. Так точность шеек под подшипники должны соответствовать 7 квалитету. Высокие требования к точности расположения этих шеек оси относительно друг друга вытекают из условий работы оси.
Все шейки оси представляют собой поверхности вращения относительно высокой точности. Это определяет целесообразность применения токарных операций только для их предварительной обработки, а окончательную обработку с целью обеспечения заданной точности размеров и шероховатости поверхностей следует выполнять шлифованием. Для обеспечения высоких требований к точности расположения шеек оси их окончательную обработку необходимо осуществить за один установ или, в крайнем случае на одних и тех же базах.
Оси такой конструкции применяют в машиностроении достаточно широко.
Оси предназначены для передачи крутящих моментов и монтажа на них различных деталей и механизмов. Они представляют собой сочетание гладких посадочных и непосадочных, а также переходных поверхностей.
Технические требования, предъявляемые к осям, характеризуются следующими данными. Диаметральные размеры посадочных шеек выполняют по IТ7, IТ6, других шеек по IТ10, IТ11.
Конструкция оси, ее размеры и жесткость, технические требования, программа выпуска – основные факторы, определяющие технологию изготовления и применяемое оборудование.
Деталь представляет собой тело вращения и состоит из простых конструктивных элементов, представленных в виде тел вращения круглого сечения различного диаметра и длины. На оси имеется резьба. Длина оси составляет 112 мм, максимальный диаметр равен 75 мм, а минимальный – 20 мм.
Исходя из конструктивного назначения детали в машине, все поверхности этой детали можно разбить на 2 группы:
основные или рабочие поверхности;
свободные или нерабочие поверхности.
Почти все поверхности оси относятся к основным, потому что сопрягаются с соответствующими поверхностями других деталей машин или же непосредственно участвуют в рабочем процессе машины. Это объясняет достаточно высокие требования к точности обработки детали и степени шероховатости, указанные на чертеже.
Можно отметить, что конструкция детали полностью отвечает ее служебному назначению. Но принцип технологичности конструкции состоит не только в удовлетворении эксплуатационных требований, но также и требований наиболее рационального и экономичного изготовления изделия.
Деталь имеет поверхности легкодоступные для обработки; достаточная жесткость детали позволяет обрабатывать ее на станках с наиболее производительными режимами резания. Данная деталь является технологичной, так как содержит простые профили поверхностей, ее обработка не требует специально разработанных приспособлений и станков. Поверхности оси обрабатываются на токарном, сверлильном и шлифовальном станках. Необходимая точность размеров и шероховатость поверхностей достигаются относительно небольшим набором несложных операций, а также набором стандартных резцов и кругов для шлифования.
Изготовление детали отличается трудоемкостью, что связано, прежде всего, с обеспечением технических условий работы детали, необходимой точностью размеров, шероховатостью рабочих поверхностей.
Итак, деталь является технологичной с точки зрения конструкции и способов обработки.
Материал, из которого выполнена ось, сталь 45 относится к группе среднеуглеродистых конструкционных сталей. Применяется для средненагруженных деталей, работающих при небольших скоростях и средних удельных давлениях.
Химический состав данного материала сведем в таблицу 1.1.
Таблица 1.1
| 7 | ||||||||
| С | Si | Mn | Cr | S | P | Cu | Ni | As |
| 0,42-05 | 0,17-0,37 | 0,5-0,8 | 0,25 | 0,04 | 0,035 | 0,25 | 0,25 | 0,08 |
Немного остановимся на механических свойствах проката и поковок, необходимых для дальнейшего анализа, которые тоже сведем в таблицу 1.2.
Таблица 1.2
Приведем некоторые технологические свойства.
Температура начала ковки 1280 С ° , конца ковки 750 С ° .
Данная сталь имеет ограниченную свариваемость
Обрабатываемость резанием – в горячекатаном состоянии при НВ 144-156 и σ В = 510 МПа.
1.2 Определение типа производства и размера партии детали
В задании на курсовой проект указана годовая программа выпуска изделия в количестве 7000 штук. По формуле источника определяем годовую программу выпуска деталей в штуках с учетом запасных частей и возможных потерь:
где П – годовая программа выпуска изделий, шт.;
П 1 – годовая программа изготовления деталей, шт. (принимаем 8000 шт.);
b – количество дополнительно изготавливаемых деталей для запасных частей и для восполнения возможных потерь, в процентах. Можно принимать b=5-7;
m – количество деталей данного наименования в изделии (принимаем 1 шт.).
![]() шт.
шт.
Размер производственной программы в натуральном количественном выражении определяет тип производства и имеет решающее влияние на характер построения технологического процесса, на выбор оборудования и оснастки, на организацию производства.
В машиностроении различают три основных типа производства:
Единичное, или индивидуальное производство;
Серийное производство;
Массовое производство.
Исходя из программы выпуска, можно придти к выводу, что в данном случае имеем серийное производство. При серийном производстве изготовление изделий ведётся партиями, или сериями, периодически повторяющимися.
В зависимости от размеров партий или серий, различают три вида серийного производства для средних машин:
Мелкосерийное производство при количестве изделий в серии до 25 шт.;
Среднесерийное производство при количестве изделий в серии 25-200 шт.;
Крупносерийное производство при количестве изделий в серии более 200 шт.;
Характерная особенность серийного производства заключается в том, что изготовление изделий ведётся партиями. Количество деталей в партии для одновременного запуска допускается определять по следующей упрощённой формуле:
где N – количество заготовок в партии;
П – годовая программа изготовления деталей, шт.;
L– число дней, на которые необходимо иметь запас деталей на складе для обеспечения сборки (принимаем L=10);
F – число рабочих дней в году. Можно принимать F=240.
![]() шт.
шт.
Зная годовой объем выпуска деталей, определим, что данное производство относится к крупносерийному (5000 – 50000 шт.).
При серийном производстве, каждая операция технологического процесса закрепляется за определённым рабочим местом. На большинстве рабочих мест выполняется несколько операций, периодически повторяющихся.
1.3 Выбор способа получения заготовки
Метод получения исходных заготовок деталей машин определяется конструкцией детали, объемом выпуска и планом производства, а также экономичностью изготовления. Первоначально из всего многообразия методов получения исходных заготовок выбирают несколько методов, которые технологически обеспечивают возможность получения заготовки данной детали и позволяют максимально приблизить конфигурацию исходной заготовки к конфигурации готовой детали. Выбрать заготовку – значит выбрать способ ее получения, наметить припуски на обработку каждой поверхности, рассчитать размеры и указать допуски на неточность изготовления.
Главным при выборе заготовки является обеспечение заданного качества готовой детали при ее минимальной себестоимости.
Правильное решение вопроса о выборе заготовок, если с точки зрения технических требований и возможностей применимы различные их виды, можно получить только в результате технико-экономических расчетов путем сопоставления вариантов себестоимости готовой детали при том или другом виде заготовки. Технологические процессы получения заготовок определяются технологическими свойствами материала, конструктивными формами и размерами деталей и программой выпуска. Предпочтение следует отдавать заготовке, характеризующейся лучшим использованием металла и меньшей себестоимостью.
Возьмем два метода получения заготовок и проанализировав каждый выберем нужный метод получения заготовок:
1) получение заготовки из проката
2) получение заготовки штамповкой.
Следует выбрать наиболее «удачный» метод получения заготовки путем аналитического расчета. Сравним варианты по минимальной величине приведенных затрат на изготовление детали.
Если заготовка изготавливается из проката, то затраты на заготовку определяются по весу проката, требующегося на изготовление детали, и весу стружки. Стоимость заготовки, полученной прокатом, определяется по следующей формуле:
![]() ,
,
гдеQ – масса заготовки, кг;
S – цена 1 кг материала заготовки, руб.;
q – масса готовой детали, кг;
Q = 3,78 кг; S = 115 руб.; q = 0,8 кг; S отх = 14,4 кг.
Подставим исходные данные в формулу:
Рассмотрим вариант получения заготовки штамповкой на ГКМ. Стоимость заготовки определится выражением:
Где С i – цена одной тонны штамповок, руб.;
К Т – коэффициент, зависящий от класса точности штамповок;
К С – коэффициент, зависящий от группы сложности штамповок;
К В – коэффициент, зависящий от массы штамповок;
К М – коэффициент, зависящий от марки материала штамповок;
К П – коэффициент, зависящий от годовой программы выпуска штамповок;
Q – масса заготовки, кг;
q – масса готовой детали, кг;
S отх – цена 1 тонны отходов, руб.
С i = 315 руб.; Q = 1,25 кг; К Т = 1; К С = 0,84; К В = 1; К М = 1; К П = 1;
q = 0,8 кг; S отх = 14,4 кг.
Экономический эффект для сопоставления способов получения заготовок, при которых технологический процесс механической обработки не меняется, может быть рассчитан по формуле:
![]() ,
,
гдеS Э1 , S Э2 – стоимость сопоставляемых заготовок, руб.;
N – годовая программа, шт.
Определяем:
Из полученных результатов видно, что экономически выгодным является вариант получения заготовки штамповкой.
Изготовление заготовки методом штамповки на различных видах оборудования является прогрессивным методом, так как значительно уменьшает припуски под механическую обработку в сравнении с получением заготовки из проката, а также характеризуется более высокой степенью точности и более высокой производительностью. В процессе штамповки также уплотняется материал и создается направленность волокна материала по контуру детали.
Решив задачу по выбору метода получения заготовки, можно приступить к выполнению следующих этапов курсовой работы, которые постепенно подведут нас к непосредственному составлению технологического процесса изготовления детали, что и является основной целью курсовой работы. Выбор типа заготовки и метода ее получения оказывают самое непосредственное и весьма существенное влияние на характер построения технологического процесса изготовления детали, так как в зависимости от выбранного метода получения заготовки может в значительных пределах колебаться величина припуска на обработку детали и, следовательно, меняется не набор методов, используемых для обработки поверхностей.
1.4 Назначение методов и этапов обработки
На выбор метода обработки оказывают влияние следующие факторы, которые необходимо учитывать:
форма и размер детали;
точность обработки и чистота поверхностей деталей;
экономическая целесообразность выбранного метода обработки.
Руководствуясь вышеперечисленными пунктами, начнем проводить выявление набора методов обработки по каждой поверхности детали.

Рисунок 1.1 Эскиз детали с обозначением слоев, снимаемых при механической обработке
Все поверхности оси имеют достаточно высокие требования к шероховатости. Обтачивание поверхностей А, Б, В, Г, Д, Е, З, И, К разделяем на две операции: черновое (предварительное) и чистовое (окончательное) обтачивание. При черновом обтачивании снимаем большую часть припуска; обработка производится с большой глубиной резания и большой подачей. Схема, обеспечивающая наименьшее время обработки, наиболее выгодна. При чистовом обтачивании снимаем небольшую часть припуска, причем порядок обработки поверхностей сохраняется.
При обработке на токарном станке необходимо обратить внимание на прочное закрепление детали и резца.
Чтобы получить указанную шероховатость и требуемое качество поверхностей Г и И необходимо применить чистовое шлифование, при котором точность обработке наружных цилиндрических поверхностей достигает третьего класса, а шероховатость поверхности 6-10 классов.
Для большей наглядности схематически запишем выбранные методы обработки на каждую поверхность детали:
А: черновое точение, чистовое точение;
Б: черновое точение, чистовое точение, нарезание резьбы;
В: черновое точение, чистовое точение;
Г: черновое точение, чистовое точение, чистовое шлифование;
Д: черновое точение, чистовое точение;
Е: черновое точение, чистовое точение;
Ж: сверление, зенкерование, развертывание;
З: черновое точение, чистовое точение;
И: черновое точение, чистовое точение, шлифование чистовое;
К: черновое точение, чистовое точение;
Л: сверление, зенкерование;
М: сверление, зенкерование;
Теперь можно переходить к следующему этапу выполнения курсовой работы, связанному с выбором технических баз.
1.5 Выбор баз и последовательность обработки
Заготовка детали в процессе обработки должна занять и сохранять в течение всего времени обработки определенное положение относительно деталей станка или приспособления. Для этого необходимо исключить возможность трех прямолинейных движений заготовки в направлении выбранных координатных осей и трех вращательных движений вокруг этих, или параллельных им осей (т.е. лишить заготовку детали шести степеней свободы).
Для определения положения жесткой заготовки необходимо наличие шести опорных точек. Для их размещения требуются три координатных поверхности (или заменяющие их три сочетания координатных поверхностей) в зависимости от формы и размеров заготовки эти точки могут быть расположены на координатной поверхности различными способами.
В качестве технологических баз рекомендуется выбирать конструкторские базы, чтобы избежать пересчета операционных размеров. Ось представляет собой деталь цилиндрической формы, конструкторскими базами которой являются торцовые поверхности. На большинстве операций базирование детали проводим по следующим схемам.

Рисунок 1.2 Схема установки заготовки в трехкулачковом патроне
В данном случае при установке заготовки в патроне: 1, 2, 3, 4 – двойная направляющая база, отнимающая четыре степени свободы – перемещения относительно оси OX и оси OZи поворота вокруг осей OX и OZ; 5 – опорная база лишает заготовку одной степени свободы – перемещения вдоль оси OY;
6 – опорная база, лишающая заготовку одной степени свободы, а именно – вращения вокруг оси OY;

Рисунок 1.3 Схема установки заготовки в тисках
Учитывая форму и размеры детали, а также точность обработки и чистоту поверхности были выбраны наборы методов обработки на каждую поверхность вала. Мы можем определить последовательность обработки поверхностей.

Рисунок 1.4 Эскиз детали с обозначением поверхностей
1. Токарная операция. Заготовка устанавливается по поверхности 4 в
самоцентрирующийся 3-х кулачковый патрон с упором в торец 5 для чернового точения торца 9, поверхности 8, торца 7, поверхности 6.
2. Токарная операция. Переворачиваем заготовку и устанавливаем ее в самоцентрирующийся 3-х кулачковый патрон по поверхности 8 с упором в торец 7 для чернового точения торца 1, поверхности 2, торца 3, поверхности 4, торца 5.
3. Токарная операция. Заготовка устанавливается по поверхности 4 в
самоцентрирующийся 3-х кулачковый патрон с упором в торец 5 для чистового точения торца 9, поверхности 8, торца 7, поверхности 6, фаски 16 и канавки 19.
4. Токарная операция. Переворачиваем заготовку и устанавливаем ее в самоцентрирующийся 3-х кулачковый патрон по поверхности 8 с упором в торец 7 для чистового точения торца 1, поверхности 2, торца 3, поверхности 4, торца 5, фасок 14, 15 и канавок 17, 18.
5. Токарная операция. Заготовку устанавливаем в самоцентрирующийся 3-х кулачковый патрон по поверхности 8 с упором в торец 7 для сверления и зенкерования поверхности 10, нарезания резьбы на поверхности 2.
6. Сверлильная операция. Деталь устанавливаем в тиски по поверхности 6 с упором в торец 9 для сверления, зенкерования и развертывания поверхности 11, сверления и зенкерования поверхностей 12 и 13.
7. Шлифовальная операция. Деталь устанавливается по поверхности 4 в самоцентрирующийся 3-х кулачковый патрон с упором в торец 5 для шлифования поверхности 8.
8. Шлифовальная операция. Деталь устанавливается по поверхности 8 в самоцентрирующийся 3-х кулачковый патрон с упором в торец 7 для шлифования поверхности 4.
9. Вынуть деталь из приспособления и отправить на контроль.
Поверхности заготовки обрабатываются в следующей последовательности:
поверхность 9 – черновое точение;
поверхность 8 – черновое точение;
поверхность 7 – черновое точение;
поверхность 6 – черновое точение;
поверхность 1 – черновое точение;
поверхность 2 – черновое точение;
поверхность 3 – черновое точение;
поверхность 4 – черновое точение;
поверхность 5 – черновое точение;
поверхность 9 – чистовое точение;
поверхность 8 – чистовое точение;
поверхность 7 – чистовое точение;
поверхность 6 – чистовое точение;
поверхность 16 – снять фаску;
поверхность 19 – точить канавку;
поверхность 1 – чистовое точение;
поверхность 2 – чистовое точение;
поверхность 3 – чистовое точение;
поверхность 4 – чистовое точение;
поверхность 5 – чистовое точение;
поверхность 14 – снять фаску;
поверхность 15 – снять фаску;
поверхность 17 – точить канавку;
поверхность 18 – точить канавку;
поверхность 10 – сверление, зенкерование;
поверхность 2 – нарезание резьбы;
поверхность 11 – сверление, зенкерование, развертывание;
поверхность 12, 13 – сверление, зенкерование;
поверхность 8 – шлифование чистовое;
поверхность 4 – шлифование чистовое;
Как видно, обработка поверхностей заготовки осуществляется в порядке от более грубых методов к более точным. Последний метод обработки по параметрам точности и качества должен соответствовать требованиям чертежа.
1.6 Разработка маршрутного технологического процесса
Деталь представляет собой ось и относится к телам вращения. Производим обработку заготовки, полученную штамповкой. При обработке используем следующие операции.
010. Токарная.
1. проточить поверхность 8, подрезать торец 9;
2. проточить поверхность 6, подрезать торец 7
Материал резца: СТ25.
Марка СОЖ: 5%-ая эмульсия.
015. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
1. проточить поверхность 2, подрезать торец 1;
2. проточить поверхность 4, подрезать торец 3;
3. подрезать торец 5.
Материал резца: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
020. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
1. проточить поверхности 8, 19, подрезать торец 9;
2. проточить поверхности 6, подрезать торец 7;
3. снять фаску 16.
Материал резца: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
025. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
1. проточить поверхности 2, 17, подрезать торец 1;
2. проточить поверхности 4, 18, подрезать торец 3;
3. подрезать торец 5;
4. снять фаску 15.
Материал резца: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
030. Токарная.
Обработка ведется на токарно-револьверном станке модели 1П365.
1. сверлить, зенкеровать отверстие – поверхность 10;
2. нарезать резьбу – поверхность 2;
Материал сверла: СТ25.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в трехкулачковом патроне.
035. Сверлильная
Обработка ведется на координатно-сверлильном станке 2550Ф2.
1. сверлить, зенкеровать 4 ступенчатых отверстия Ø9 – поверхность 12 и Ø14 – поверхность 13;
2. сверлить, зенкеровать, развернуть отверстие Ø8 – поверхность 11;
Материал сверла: Р6М5.
Марка СОЖ: 5%-ая эмульсия.
Деталь базируется в тисках.
В качестве измерительного инструмента используем калибр.
040. Шлифовальная
1. шлифовать поверхность 8.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
045. Шлифовальная
Обработка ведется на круглошлифовальном станке 3Т160.
1. шлифовать поверхность 4.
Для обработки выбираем шлифовальный круг
ПП 600×80×305 24А 25 Н СМ1 7 К5А 35 м/с. ГОСТ 2424-83.
Деталь базируется в трехкулачковом патроне.
В качестве измерительного инструмента используем скобу.
050. Виброабразивная
Обработка ведется в виброабразивной машине.
1. притупить острые кромки, снять заусенцы.
055. Промывочная
Промывка производится в ванной.
060. Контроль
Контролируют все размеры, проверяют шероховатость поверхностей, отсутствие забоин, притупление острых кромок. Используется контрольный стол.
1.7 Выбор оборудования, оснастки, режущего и измерительного инструмента
ось заготовка резание обработка
Выбор станочного оборудования является одной из важнейших задач при разработке технологического процесса механической обработки заготовки. От правильного его выбора зависит производительность изготовления детали, экономическое использование производственных площадей, механизации и автоматизации ручного труда, электроэнергии и в итоге себестоимость изделия.
В зависимости от объема выпуска изделий выбирают станки по степени специализации и высокой производительности, а также станки с числовым программным управлением (ЧПУ).
При разработке технологического процесса механической обработки заготовки необходимо правильно выбрать приспособления, которые должны способствовать повышению производительности труда, точности обработки, улучшению условий труда, ликвидации предварительной разметки заготовки и выверки их при установке на станке.
Применение станочных приспособлений и вспомогательных инструментов при обработке заготовок дает ряд преимуществ:
повышает качество и точность обработки деталей;
сокращает трудоемкость обработки заготовок за счет резкого уменьшения времени, затрачиваемого на установку, выверку и закрепление;
расширяет технологические возможности станков;
создает возможность одновременной обработки нескольких заготовок, закрепленных в общем приспособлении.
При разработке технологического процесса механической обработки заготовки выбор режущего инструмента, его вида, конструкции и размеров в значительной мере предопределяется методами обработки, свойствами обрабатываемого материала, требуемой точностью обработки и качества обрабатываемой поверхности заготовки.
При выборе режущего инструмента необходимо стремиться принимать стандартный инструмент, но, когда целесообразно, следует применять специальный, комбинированный, фасонный инструмент, позволяющий совмещать обработку нескольких поверхностей.
Правильный выбор режущей части инструмента имеет большое значение для повышения производительности и снижения себестоимости обработки.
При проектировании технологического процесса механической обработки заготовки для межоперационного и окончательного контроля обрабатываемых поверхностей необходимо использовать стандартный измерительный инструмент, учитывая тип производства, но вместе с тем, когда целесообразно, следует применять специальный контрольно-измерительный инструмент или контрольно-измерительное приспособление.
Метод контроля должен способствовать повышению производительности труда контролера и станочника, создавать условия для улучшения качества выпускаемой продукции и снижения ее себестоимости. В единичном и серийном производстве обычно применяется универсальный измерительный инструмент (штангенциркуль, штангенглубиномер, микрометр, угломер, индикатор и т.д.)
В массовом и крупносерийном производстве рекомендуется применять предельные калибры (скобы, пробки, шаблоны и т.п.) и методы активного контроля, которые получили широкое распространение во многих отраслях машиностроения.
1.8 Расчет операционных размеров
Под операционным понимается размер, проставленный на операционном эскизе и характеризующий величину обрабатываемой поверхности или взаимное расположение обрабатываемых поверхностей, линий или точек детали. Расчет операционных размеров сводится к задаче правильного определения величины операционного припуска и величины операционного допуска с учетом особенностей разработанной технологии.
Под длинновыми операционными размерами понимаются размеры, характеризующие обработку поверхностей с односторонним расположением припуска, а также размеры между осями и линиями. Расчет длинновых операционных размеров проводится в следующей последовательности:
1. Подготовка исходных данных (на основе рабочего чертежа и операционных карт).
2. Составление схемы обработки на основе исходных данных.
3. Построение графа размерных цепей для определения припусков, чертежных и операционных размеров.
4. Составление ведомости расчета операционных размеров.
На схеме обработки (рисунок 1.5) помещаем эскиз детали с указанием всех поверхностей данной геометрической структуры, встречающихся в процессе обработки от заготовки до готовой детали. В верхней части эскиза указаны все длинновые чертежные размеры чертежные размеры с допусками (С), а снизу все операционные припуски (1z2, 2z3, …, 13z14). Под эскизом в таблице обработки указаны размерные линии, характеризующие все размеры заготовки, ориентированные односторонними стрелками, таким образом, чтобы к одной из поверхностей заготовки не подходило ни одной стрелки, а к остальным поверхностям подходило только по одной стрелке. Далее указаны размерные линии, характеризующие размеры механической обработки. Операционные размеры, ориентированы в направлении обрабатываемых поверхностей.

Рисунок 1.5 Схема обработки детали
На графе исходных структур соединяющих поверхности 1 и 2 волнистыми ребрами, характеризующими величину припуска 1z2, поверхности 3 и 4 дополнительными ребрами, характеризующими величину припуска 3z4 и т. д. А также проводим толстые ребра чертежных размеров 2с13, 4с6 и т. д.

Рисунок 1.6 Граф исходных структур
Вершина графа. Характеризует поверхность детали. Цифра в круге обозначает номер поверхности на схеме обработки.
Ребро графа. Характеризует вид связей между поверхностями.
"z" - Соответствует величине операционного припуска, а "c" – чертежному размеру.
На основании разработанной схемы обработки строится граф произвольных структур. Построение производного древа начинается с поверхности заготовки, к которой на схеме обработки не подводится ни одной стрелки. На рисунке 1.5 такая поверхность обозначена цифрой «1». От этой поверхности проводим те ребра графа, которые касаются её. На конце этих ребер указываем стрелки и номера тех поверхностей, до которых указанные размеры проведены. Аналогичным образом достраиваем граф согласно схеме обработки.

Рисунок 1.7 Граф производных структур
Вершина графа. Характеризует поверхность детали.
Ребро графа. Составляющее звено размерной цепи соответствует операционному размеру или размеру заготовки.
Ребро графа. Замыкающее звено размерной цепи соответствует чертежному размеру.
Ребро графа. Замыкающее звено размерной цепи соответствует операционному припуску.
На всех ребрах графа проставляем знак («+» или «–»), руководствуясь следующим правилом: если ребро графа входит своей стрелкой в вершину с большим номером, то на этом ребре ставим знак «+»,если ребро графа входит своей стрелкой в вершину с меньшим номером, то на этом ребре ставим знак «–» (рисунок 1.8). Принимаем во внимание, что нам неизвестны операционные размеры, и по схеме обработки (рисунок 1.5) определяем приблизительно величину операционного размера или размера заготовки, используя для этой цели чертежные размеры и минимальные операционные припуски, которые складываются из величин микронеровностей (Rz), глубины деформационного слоя (Т) и пространственного отклонения (Δпр), получившихся на предшествующей операции.
Графа 1. В произвольной последовательности переписываем все чертежные размеры и припуски.
Графа 2. Указываем номера операций в последовательности их выполнения по маршрутной технологии.
Графа 3. Указываем наименование операций.
Графа 4. Указываем тип станка и его модель.
Графа 5. Помещаем упрощенные эскизы в одном неизменном положении для каждой операции с указанием обрабатываемых поверхностей согласно маршрутной технологии. Нумерация поверхностей производится в соответствии со схемой обработки (рисунок 1.5).
Графа 6. Для каждой обрабатываемой на данной операции поверхности указываем операционный размер.
Графа 7. Термообработку детали не производим на данной операции, поэтому графу оставляем не заполненной.
Графа 8. Заполняется в исключительных случаях, когда выбор измерительной базы ограничивается условиями удобства контроля операционного размера. В нашем случае графа остается свободной.
Графа 9. Указываем возможные варианты поверхностей, которые можно использовать в качестве технологических баз с учетом рекомендаций, приведенных в .
Выбор поверхностей, используемых в качестве технологических и измерительных баз, начинаем с последней операции в порядке, обратном ходу технологического процесса. Уравнения размерных цепей записываем по графу исходных структур.
После выбора баз и операционных размеров приступаем к расчету номинальных значений и выбору допусков на операционные размеры.
Расчет длинновых операционных размеров базируется на результатах работы по оптимизации структуры операционных размеров и производится в соответствии с последовательностью работ. Подготовка исходных данных для расчета операционных размеров производится путем заполнения граф
13-17 карты выбора баз и расчета операционных размеров.
Графа 13. Для замыкания звеньев размерных цепей, являющихся чертежными размерами, записываем минимальные значения этих размеров. Для замыкания звеньев, представляющих собой операционные припуски, указываем величину минимального припуска, которая определяется по формуле:
z min = Rz + Т,
гдеRz – высота неровностей, полученных на предыдущей операции;
Т – глубина дефектного слоя, образовавшегося на предыдущей операции.
Значения Rz и Т определяются по таблицам .
Графа 14. Для замыкающих звеньев размерных цепей, являющихся чертежными размерами, записываем максимальные значения этих размеров. Максимальные значения припусков пока не проставляем.
Графы 15, 16. Если допуск на искомый операционный размер будет иметь знак «–», то в графе 15 ставим цифру 1, если «+», то в графе 16 ставим цифру 2.
Графа 17. Проставляем приблизительно величины определяемых операционных размеров, используем уравнения размерных цепей из графы 11.
1. 9А8 = 8с9 = 12 мм;
2. 9А5 = 3с9 – 3с5 = 88 – 15 = 73 мм;
3. 9А3 = 3с9 = 88 мм;
4. 7А9 = 7z8 + 9A8 =0,2 + 12 = 12мм;
5. 7А12 = 3с12 +7А9 – 9А3 = 112 + 12 – 88 = 36 мм;
6. 10A7 = 7А9 + 9z10 = 12 + 0,2 = 12 мм;
7. 10A4 = 10А7 – 7А9 + 9А5 + 4z5 = 12 – 12 + 73 + 0,2 = 73 мм;
8. 10А2 = 10А7 – 7A9 + 9A3 + 2z3 = 12 – 12 + 88 + 0,2 = 88 мм;
9. 6A10 = 10А7 + 6z7 = 12 + 0,2 = 12 мм;
10. 6A13 = 6A10 – 10A7 + 7A12 + 12z13 = 12 – 12 + 36 + 0,2 = 36 мм;
11. 1А6 = 10А2 – 6А10 + 1z2 = 88 – 12 + 0,5 = 77 мм;
12. 1A11 = 10z11 + 1A6 + 6А10 = 0,2 + 77 + 12 = 89 мм;
13. 1A14 = 13z14 + 1A6 + 6A13 = 0,5 + 77 + 36 = 114 мм.
Графа 18. Проставляем принятые по таблице точности 7 значения допусков на операционные размеры, учитывая рекомендации, изложенные в . После простановки допусков в графе 18 можно определить величину максимальных значений припусков и проставить их в графе 14.
Значение ∆z определяем из уравнений в графе 11 как сумму допусков на составляющие размерную цепь операционные размеры.
Графа 19. В эту графу нужно проставить номинальные значения операционных размеров.
Сущность метода расчета номинальных значений операционных размеров сводится к решению записанных в графе 11 уравнений размерных цепей.
1. 8с9 = 9А89А8 =
2. 3с9 = 9А39А3 =
3. 3с5 = 3с9 – 9А5
9А5 = 3с9 – 3с5 = ![]()
Принимаем: 9А5 = 73 -0,74
3с5 = ![]()
4. 9z10 = 10A7 – 7A9
10A7 = 7А9 + 9z10 =![]()
Принимаем: 10А7 = 13,5 -0,43 (корректировка + 0,17)
9z10 =![]()
5. 4z5 = 10A4 – 10A7 + 7А9 – 9А5
10A4 = 10А7 – 7А9 + 9А5 + 4z5 = ![]()
Принимаем: 10А4 = 76,2 -0,74 (корректировка + 0,17)
4z5 =![]()
6. 2z3 = 10А2 – 10А7 + 7A9 – 9A3
10А2 = 10А7 – 7A9 + 9A3 + 2z3 = ![]()
Принимаем: 10A2 = 91,2 -0,87 (корректировка + 0,04)
2z3 =![]()
7. 7z8 = 7А9 – 9А8
7А9 = 7z8 + 9A8 = ![]()
Принимаем: 7А9 = 12,7 -0,43 (корректировка: + 0,07)
7z8 = ![]()
8. 3с12 = 7А12 – 7А9 + 9A3
7А12 = 3с12 +7А9 – 9А3 =![]()
Принимаем: 7А12 = 36,7 -0,62
3с12=![]()
9. 6z7 = 6A10 – 10A7
6A10 = 10А7 + 6z7 = ![]()
Принимаем: 6А10 = 14,5 -0,43 (корректировка + 0,07)
6z7 = ![]()
10. 12z13 = 6A13 – 6A10 + 10A7– 7A12
6A13 = 6A10 – 10A7 + 7A12 + 12z13 =![]()
Принимаем: 6А13 = 39,9 -0,62 (корректировка + 0,09)
12z13 =![]()
11. 1z2 = 6А10 – 10А2 + 1А6
1А6 = 10А2 – 6А10 + 1z2 = ![]()
Принимаем: 1А6 = 78,4 -0,74 (корректировка + 0,03)
1z2 = ![]()
12. 13z14 = 1A14 – 1A6 – 6A13
1A14 = 13z14 + 1A6 + 6A13 = ![]()
Принимаем: 1A14 = 119,7 -0,87 (корректировка + 0,03)
13z14 = ![]()
13. 10z11 = 1A11 – 1A6 – 6А10
1A11 = 10z11 + 1A6 + 6А10 = ![]()
Принимаем: 1А11 = 94,3 -0,87 (корректировка + 0,03)
10z11 = ![]()
После расчета номинальных величин размеров, заносим их в графу 19 карты выбора баз и с допуском на обработку записываем в графе «примечание» Схемы обработки (рисунок 1.5).
После того, как заполним графу 20 и графу «прим.», полученные значения операционных размеров с допуском наносим на эскизы маршрутного технологического процесса. На этом расчет номинальных значений длинновых операционных размеров закончен.
| Карта выбора баз и расчета операционных размеров | ||||||||||||||||||
| Замыкающие звенья | № операции | Наименование операции | Модель оборудование |
обработки |
Операционные |
Базы | Уравнения размерных цепей |
Замыкающие звенья размерных цепей | Операционные размеры | |||||||||
| Обрабатываемые поверхности | Глубина термоупр. слоя | Выбранные из условий удоб- ства замера | Варианты технол. баз | Принятые тех-нол. и измерит. базы | Обозначение | Предельные размеры | Знак допуска и прибл. величина операционного |
Величина |
Номинальное значение |
|||||||||
| min | max | |||||||||||||||||
|
величина |
||||||||||||||||||
| 5 | Заготовит. | ГКМ |
|
13z14=1A14–1A–6A13 10z11=1A11–1A6-6А10 1z2=6А10–10А2+1А6 |
||||||||||||||
| 10 | Токарная | 1П365 | 6 | 6 | 12z13=6A13–6A10+10A7–7A12 |
|||||||||||||
Рисунок 1.9 Карта выбора баз и расчета операционных размеров
Расчет операционных размеров с двусторонним расположением припуска
При обработке поверхностей с двусторонним расположением припуска расчет, операционных размеров целесообразно вести с применением статистического метода определения величины операционного припуска в зависимости от выбранного способа обработки и от размеров поверхностей.
Для определения величины операционного припуска статическим методом в зависимости от метода обработки, будем использовать таблицы источника .
Для расчета операционных размеров с двусторонним расположением припуска, для таких поверхностей составляем следующую схему расчета:

Рисунок 1.10 Схема расположения операционных припусков
Составление ведомости расчета диаметральных операционных размеров.
Графа 1: Указывает номера операций согласно разработанной технологии, в которых производится обработка данной поверхности.
Графа 2: Указывается метод обработки в соответствии с операционной картой.
Графа 3 и 4: Указывается обозначение и величина номинального диаметрального операционного припуска, принятого по таблицам в соответствии с методом обработки и размерами обрабатываемой детали.
Графа 5: Указывается обозначение операционного размера.
Графа 6: Согласно принятой схеме обработки составляются уравнения для расчета операционных размеров.
Заполнение ведомости начинается с конечной операции.
Графа 7: Указывается принятый операционный размер с допуском. Расчетная величина искомого операционного размера определяется решением уравнения из графы 6.
Ведомость расчета операционных размеров при обработке наружного диаметра оси Ø20к6 (Ø20)
Наименование операции |
Операционный припуск | Операционный размер | ||||
| Обознач. | Величина | Обознач. | Формулы расчета | Примерный размер | ||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Заг | Штамповка | Ø24 | ||||
| 10 | Токарная (черновая) | D10 | D10=D20+2z20 | |||
| 20 | Токарная (чистовая) | Z20 | 0,4 | D20 | D20=D45+2z45 | |
| 45 | Шлифование | Z45 | 0,06 | D45 | D45=черт. р-р | |
Ведомость расчета операционных размеров при обработке наружного диаметра оси Ø75 -0,12
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Заг | Штамповка | Ø79 | ||||
| 10 | Токарная (черновая) | D10 | D10=D20+2z20 | Ø75,8 –0,2 | ||
| 20 | Токарная (чистовая) | Z20 | 0,4 | D20 | D20=черт. р-р |
Ведомость расчета операционных размеров при обработке наружного диаметра оси Ø30к6 (Ø30)
Ведомость расчета операционных размеров при обработке наружного диаметра вала Ø20h7 (Ø20 -0,021)
| 1 | 2 | 3 | 4 | 5 | 6 | 7 |
| Заг | Штамповка | Ø34 | ||||
| 15 | Токарная (черновая) | D15 | D15=D25+2z25 | Ø20,8 –0,2 | ||
| 25 | Токарная (чистовая) | Z25 | 0,4 | D25 | D25=черт. р-р | Ø20 -0,021 |
Ведомость расчета операционных размеров при обработке отверстия Ø8Н7 (Ø8 +0,015)
Ведомость расчета операционных размеров при обработке отверстия Ø12 +0,07
Ведомость расчета операционных размеров при обработке отверстия Ø14 +0,07
Ведомость расчета операционных размеров при обработке отверстия Ø9 +0,058
После расчета диаметральных операционных размеров, нанесем ихзначения на эскизы соответствующих операций маршрутного описания технологического процесса.
1.9 Расчет режимов резания
При назначении режимов резания учитывают характер обработки, тип и размеры инструмента, материал его режущей части, материал и состояние заготовки, тип и состояние оборудования.
При расчете режимов резания устанавливают глубину резания, минутную подачу, скорость резания. Приведем пример расчета режимов резания для двух операций. Для остальных операций режимы резания назначаем согласно , т.2,стр. 265-303.
010 . Точение черновое (Ø24)
Модель стана 1П365, обрабатываемый материал – сталь 45, материал инструмента СТ 25.
Резец оснащен твердосплавной пластиной СТ 25 (Al 2 O 3 +TiCN+T15K6+TiN). Применение твердосплавной пластины, которая не нуждается в переточке, снижает затраты времени на смену инструмента, кроме того, основой данного материала является улучшенный Т15К6, что существенно повышает износостойкость и температуростойкость СТ 25.
Геометрия режущей части.
Все параметры режущей части выбираем из источника Проходной резец: α= 8°, γ = 10°, β = +3º, f = 45°, f 1 = 5°.
2. Марка СОЖ: 5%-ая эмульсия.
3. Глубина резания соответствует величине припуска, так как припуск снимается за один поход.
4. Расчетная подача определяется исходя из требований шероховатости (,стр.266) и уточняется по паспорту станка.
S = 0,5 об/мин.
5. Стойкость ,стр.268.
6. Расчетная скорость резания определяется из заданной стойкость, подачи и глубины резания из ,стр.265.
![]()
где С v , х, m, у – коэффициенты [ 5 ],стр.269;
Т – стойкость инструмента, мин;
S – подача, об/мм;
t – глубина резания, мм;
К v – коэффициент, учитывающий влияние материала заготовки.
К v = К м v ∙К п v ∙К и v ,
К м v – коэффициент, учитывающий влияние свойств обрабатываемого материала на скорость резания;
К п v = 0,8 – коэффициент, учитывающий влияние состояния поверхности заготовки на скорость резания;
К и v = 1 – коэффициент, учитывающий влияние инструментального материала на скорость резания.
К м v = К г ∙,
где К г – коэффициент, характеризующий группу стали по обрабатываемости.
К м v = 1∙
К v = 1,25 ∙0,8 ∙1 = 1,
7. Расчетная частота вращения.
где D – обрабатываемый диаметр детали, мм;
V Р – расчетная скорость резания, м/ мин.
![]()
По паспорту станка принимаем n = 1500 об/мин.
8. Фактическая скорость резания.
где D- обрабатываемый диаметр детали, мм;
n – частота вращения, об/мин.
![]()
9. Тангенциальную составляющую силы резания Pz, H определяем по формуле источника , с.271.
Р Z = 10∙С р ∙t х ∙S у ∙V n ∙К р,
гдеР Z – сила резания, Н;
С р, х, у, n – коэффициенты , стр.273;
S – подача, мм/об;
t – глубина резания, мм;
V – скорость резания, об/мин;
К р – поправочный коэффициент (К р = К мр ∙К j р ∙К g р ∙К l р, – численные значения этих коэффициентов из , стр.264, 275).
К р = 0,846∙1∙1,1∙0,87 = 0,8096.
Р Z = 10∙300∙2,8∙0,5 0,75 ∙113 -0,15 ∙0,8096 = 1990 Н.
10. Мощность из ,стр.271.
![]() ,
,
где Р Z – сила резания, Н;
V – скорость резания, об/мин.
![]() .
.
Мощность электродвигателя станка 1П365 составляет 14 квт, поэтому мощность привода станка достаточна:
N рез. < N ст.
3,67 кВт <14 кВт.
035. Сверлильная
Сверление отверстия Ø8 мм.
Модель станка 2550Ф2, обрабатываемый материал – сталь 45, материал инструмента Р6М5. Обработка ведется за один проход.
1. Обоснование марки материала и геометрии режущей части.
Материал режущей части инструмента Р6М5.
Твердость 63…65 HRCэ,
Предел прочности на изгиб s п = 3,0 ГПа,
Предел прочности на растяжение s в = 2,0 ГПа,
Предел прочность на сжатие s сж = 3,8 ГПа,
Геометрия режущей части: w =10°– угол наклона винтового зуба;
f = 58° - главный угол в плане,
a = 8° - задний затачиваемый угол.
2. Глубина резания
t = 0,5∙D = 0,5∙8 =4 мм.
3. Расчетная подача определяется исходя из требований шероховатости .с 266 и уточняется по паспорту станка.
S = 0,15 об/мин.
4. Стойкость с. 270.
5. Расчетная скорость резания определяется из заданной стойкость, подачи и глубины резания.
![]()
где С v , х, m, у – коэффициенты , с.278.
Т – стойкость инструмента, мин.
S – подача, об/мм.
t – глубина резания, мм.
К V – коэффициент, учитывающий влияние материала заготовки, состояние поверхности, материал инструмента и т.д.
![]()
6. Расчетная частота вращения.
где D – обрабатываемый диаметр детали, мм.
V р – расчетная скорость резания, м/ мин.
![]()
По паспорту станка принимаем n = 1000 об/мин.
7. Фактическая скорость резания.
где D- обрабатываемый диаметр детали, мм.
n- частота вращения, об/мин.
![]() .
.
8. Крутящий момент
М кр = 10∙С М ∙ D q ∙ S у ∙К р.
S – подача, мм/об.
D – диаметр сверления, мм.
М кр = 10∙0,0345∙ 8 2 ∙ 0,15 0,8 ∙0,92 = 4,45 Н∙м.
9. Осевая сила Р о, Н по , с. 277;
Р о = 10∙С Р ·D q ·S y ·К Р,
где С Р, q, у, K р, – коэффициенты с.281.
Р о = 10∙68·8 1 ·0,15 0,7 ·0,92 = 1326 Н.
9. Мощность резания.
гдеМ кр - крутящий момент, Н∙м.
V – скорость резания, об/мин.
![]()
0,46 кВт < 7 кВт. Мощность станка достаточна для заданных условий обработки.
040. Шлифовальная
Модель станка 3Т160, обрабатываемый материал – сталь 45, материал инструмента – нормальный электрокорунд 14А.
Врезное шлифование периферией круга.
1. Марка материала, геометрия режущей части.
Выбираем круг:
ПП 600×80×305 24А 25 Н СМ1 7 К5А 35 м/с. ГОСТ 2424-83.
2. Глубина резания
3. Радиальная подача S р, мм/об определяем по формуле из источника , с. 301, табл. 55.
S Р = 0,005 мм/об.
4. Скорость круга V К, м/с определяем по формуле из источника , стр. 79:
![]()
где D К - диаметр круга, мм;
D К = 300 мм;
n К = 1250 об/мин – частота вращения шлифовального шпинделя.
![]()
5. Расчетную частоту вращения заготовки n з.р,об/мин определим по формуле из источника , с.79.
![]()
где V З.Р – выбранная скорость заготовки, м/мин;
V З.Р определим по табл. 55, стр. 301 . Примем V З.Р = 40 м/мин;
d З – диаметр заготовки, мм;
![]()
6. Эффективная мощность N, кВт определим по рекомендации в
источнике стр. 300:
при врезном шлифовании периферией круга
где коэффициент C N и показатели степеней r, y, q, z приведены в , табл. 56, стр. 302;
V З.Р – скорость заготовки, м/мин;
S P – радиальная подача, мм/об;
d З – диаметр заготовки, мм;
b – ширина шлифования, мм равна длине шлифуемого участка заготовки;
Мощность электродвигателя станка 3Т160 составляет 17 кВт, поэтому мощность привода станка достаточна:
N рез < N шп
1,55 кВт < 17 кВт.
1.10 Нормирование операций
Расчетно-технологические нормы времени определяются расчетным путем.
Существуют, норма штучного времени Т ШТ и норма времени калькуляционная. Калькуляционная норма определяется по формуле на стр. 46, :
![]()
где Т шт – норма штучного времени, мин;
Т п.з. – подготовительно-заключительное время, мин;
n - количество деталей в партии, шт.
Т шт = t осн + t всп + t обсл + t пер,
где t осн – основное технологическое время, мин;
t всп – вспомогательное время, мин;
t обсл – время обслуживания рабочего места, мин;
t пер – время перерывов и отдыха, мин.
Основное технологическое время для токарных, сверлильных операций определяется по формуле на стр. 47, :
гдеL – расчетная длина обработки, мм;
Число проходов;
S мин – минутная подача инструмента;
а - число одновременно обрабатываемых деталей.
Расчетная длина обработки определяется по формуле:
L = L рез + l 1 + l 2 + l 3 .
гдеL рез – длина резания, мм;
l 1 – длина подвода инструмента, мм;
l 2 – длина врезания инструмента, мм;
l 3 – длина перебега инструмента, мм.
Время обслуживания рабочего места определяется по формуле:
t обсл = t техн.обсл + t орг.обсл,
гдеt техн.обсл – время технического обслуживания, мин;
t орг.обсл – время организационного обслуживания, мин.
![]() ,
,
![]() ,
,
где - коэффициент, определяемый по нормативам. Принимаем .
Время на перерыв и отдых определяется по формуле:
![]() ,
,
где - коэффициент, определяемый по нормативам. Принимаем .
Приведем расчет норм времени для трех различных операций
010 Токарная
Предварительно определим расчетную длину обработки. l 1 , l 2 , l 3 определим по данным табл.3.31 и 3.32 на стр.85 .
L = 12 + 6 +2 = 20 мм.
Минутная подача
S мин = S об ∙n, мм/мин,
где S об – оборотная подача, мм/об;
n – число оборотов, об/мин.
S мин = 0,5∙1500 = 750 мм/мин.
![]() мин.
мин.
Вспомогательное время состоит из трех составляющих: на установку и на снятие детали, на переход, на измерение. Это время определяется по картам 51, 60, 64 на стр. 132, 150, 160 по :
t уст/снят = 1,2 мин;
t переход = 0,03 мин;
t изм = 0,12 мин;
t всп = 1,2 + 0,03 + 0,12 = 1,35 мин.
Время технического обслуживания
![]() мин.
мин.
Время организационного обслуживания
![]() мин.
мин.
Время перерывов
![]() мин.
мин.
Норма штучного времени на операцию:
Т шт = 0,03 + 1,35 + 0,09+ 0,07 = 1,48 мин.
035 Сверлильная
Сверление отверстия Ø8 мм.
Определим расчетную длину обработки.
L = 12 + 10,5 + 5,5 = 28 мм.
Минутная подача
S мин = 0,15∙800 = 120 мм/мин.
Основное технологическое время:
![]() мин.
мин.
Обработка производится на станке с ЧПУ. Время цикла автоматической работы станка по программе определяется по формуле:
Т ц.а = Т о + Т мв, мин,
гдеТ о – основное время автоматической работы станка, Т о = t осн;
Т мв – машинно-вспомогательное время.
Т мв = Т мв.и + Т мв.х, мин,
гдеТ мв.и – машинно-вспомогательное время на автоматическую смену инструмента, мин;
Т мв.х – машинно-вспомогательное время на выполнение автоматических вспомогательных ходов, мин.
Т мв.и определяем по приложению 47, .
Принимаем Т мв.х = Т о /20 = 0,0115 мин.
Т ц.а = 0,23 + 0,05 + 0,0115 = 0,2915 мин.
Норма штучного времени определяется по формуле:
гдеТ в – вспомогательное время, мин. Определяется по карте 7, ;
а тех, а орг, а отл – время на обслуживание и отдых, определяется по , карта 16: а тех + а орг + а отл = 8%;
Т в = 0,49 мин.
040. Шлифовальная
Определение основного (технологического) времени:
гдеl – длина обрабатываемой части;
l 1 – величина врезания и перебега инструмента по карте 43, ;
i – число проходов;
S – подача инструмента, мм.
![]() мин
мин
Определение вспомогательного времени см. карту 44,
Т в =0,14+0,1+0,06+0,03=0,33 мин
Определение времени на обслуживание рабочего места, отдых и естественные надобности:
![]() ,
,
где а обс и а отд – время на обслуживание рабочего места, отдых и естественные надобности в процентах от оперативного времени по карте 50, :
а обс = 2% и а отд = 4%.
Определение нормы штучного времени:
Т ш =Т о + Т в + Т обс + Т отд = 3,52 + 0,33 + 0,231 = 4,081 мин
1.11 Экономическое сравнение 2-х вариантов операций
При разработке технологического процесса механической обработки возникает задача выбрать из нескольких вариантов обработки один, обеспечивающий наиболее экономичное решение. Современные способы механической обработки и большое разнообразие станков позволяют создавать различные варианты технологии, обеспечивающие изготовление изделий, полностью отвечающих всем требованиям чертежа.
В соответствии с положениями по оценке экономической эффективности новой техники признается наиболее выгодным тот вариант, у которого сумма текущих и приведенных капитальных затрат на единицу продукции будет минимальной. В число слагаемых суммы приведенных затрат следует включать лишь те затраты, которые изменяют свою величину при переходе на новый вариант технологического процесса.
Сумму этих расходов, отнесенную к часам работы машины, можно назвать часовыми приведенными затратами .
Рассмотрим следующие два варианта выполнения токарной операции, в которых обработка ведется на разных станках:
1. по первому варианту черновое обтачивание наружных поверхностей детали производится на универсальном токарно-винторезном станке модели 1К62;
2. по второму варианту черновое обтачивание наружных поверхностей детали производится на токарно-револьверном станке модели 1П365.
1. Операция 10 выполняется на станке 1К62.
Величина характеризует экономичность оборудования. Меньшее значение для сопоставления станков при равной производительности свидетельствует о том, что станок более экономичен.
Величина часовых приведенных затрат
где - основная и дополнительная заработная плата, а также начисления на соцстрах оператору и наладчику за физический час работы обслуживаемых машин, коп/ч;
Коэффициент многостаночности, принимаемый по фактическому состоянию на рассматриваемом участке, принимаем М = 1;
Часовые затраты по эксплуатации рабочего места, коп/ч;
Нормативный коэффициент экономической эффективности капитальных вложений: для машиностроения = 2;
Удельные часовые капитальные вложения в станок, коп/ч;
Удельные часовые капитальные вложения в здание, коп/ч.
Основную и дополнительную заработную плату, а также отчисления на соцстрах оператору и наладчику можно определить по формуле:
![]() , коп/ч,
, коп/ч,
где - часовая тарифная ставка станочника соответствующего разряда, коп/ч;
1,53 – суммарный коэффициент, представляющий произведение следующих частных коэффициентов:
1,3 – коэффициент выполнения норм;
1,09 – коэффициент дополнительной зарплаты;
1,077 – коэффициент отчислений на соцстрах;
к – коэффициент, учитывающий зарплату наладчика, принимаем к = 1,15.
Величина часовых затрат по эксплуатации рабочего места в случае понижения
загрузки станка должна быть скорректирована с помощью коэффициента , если станок не может быть дозагружен. В этом случае скорректированная величина часовых затрат:
![]() , коп/ч,
, коп/ч,
где - часовые затраты по эксплуатации рабочего места, коп/ч;
Поправочный коэффициент:
![]() ,
,
Удельный вес условно-постоянных затрат в часовых затратах на рабочем месте, принимаем ;
Коэффициент загрузки станка.
гдеТ ШТ – штучное время на операции, Т ШТ = 2,54 мин;
t В – такт выпуска, принимаем t В = 17,7 мин;
m П – принятое число станков на операции, m П = 1.
![]() ;
;
![]()
![]() ,
,
где - практические скорректированные часовые затраты на базовом рабочем месте, коп;
Машино-коэффициент, показывающий, во сколько раз затраты, связанные с работой данного станка, больше, чем аналогичные расходы у базового станка. Принимаем .
![]() коп/ч.
коп/ч.
Капитальные вложения в станок и здание можно определить:
гдеЦ – балансовая стоимость станка, принимаем Ц = 2200.
![]() , коп/ч,
, коп/ч,
Где F – производственна площадь, занимаемая станком, с учетом проходов:
где - производственная площадь, занимаемая станком, м 2 ;
Коэффициент, учитывающий дополнительную производственную площадь, .
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
Стоимость механической обработки на рассматриваемой операции:
![]() , коп.
, коп.
![]() коп.
коп.
2. Операция 10 выполняется на станке 1П365.
Ц = 3800 руб.
Т ШТ = 1,48 мин.
![]()
![]()
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
![]() коп/ч.
коп/ч.
![]() коп.
коп.
Сопоставив варианты выполнения токарной операции на различных станках, приходим к выводу, что токарную обработку наружных поверхностей детали следует производить на токарно-револьверном станке модели 1П365. Так как себестоимость механической обработки детали ниже, чем если выполнять ее на станке модели 1К62.
2. Проектирование специальной станочной оснастки
2.1 Исходные данные для проектирования станочной оснастки
В данном курсовом проекте разработано станочное приспособление для операции №35, в которой производится сверление, зенкерование и развертывание отверстий при помощи станка с ЧПУ.
Тип производства, программа выпуска, а также затраты времени на операцию, определяющие уровень быстродействия приспособления при установке и снятии детали, повлияли на решение механизировать приспособление (зажим детали в тиках происходит за счет пневмоцилиндра).
Приспособление используется для установки только одной детали.
Рассмотрим схему базирования детали в приспособлении:

Рисунок 2.1 Схема установки детали в тисках
1, 2, 3 – установочная база – лишает заготовку трех степеней свободы: перемещение вдоль оси ОХ и вращения вокруг осей ОZ и ОY; 4, 5 – двойная опорная база – лишает двух степеней свободы: перемещение вдоль осей OY и OZ; 6 – опорная база – лишает вращения вокруг оси ОХ.
2.2 Принципиальная схема станочного приспособления
В качестве станочного приспособления будем использовать машинные тиски, оснащенные пневмоприводом. Пневмопривод обеспечивает постоянство усилия зажима детали, а также быстроту закрепления и открепления обрабатываемой детали.
2.3 Описание конструкции и принципа работы
Универсальные самоцентрирующие тиски с двумя подвижными сменными губками предназначены для закрепления деталей типа ось при проведении сверления, зенкерования и развертывания отверстий. Рассмотрим конструкцию и принцип работы приспособления.
На левом торце корпуса 1 тисков закреплена переходная втулка 2, а на ней пневмокамера 3. Между двумя крышками пневмокамеры зажата диафрагма 4, которая жестко закреплена на стальном диске 5, в свою очередь, закрепленном на штоке 6. Шток 6 пневмокамеры 3 через тягу 7 соединен со скалкой 8, на правом конце которой расположена рейка 9. Рейка 9 находится в зацеплении с зубчатым колесом 10, а зубчатое колесо 10 – с верхней подвижной рейкой 11, на которой установлена и закреплена с помощью двух штифтов 23 и двух болтов 17 правая подвижная губка 12. В кольцевую выточку на левом конце скалки 8 входит нижний конец пальца 14, верхний его конец запрессован в отверстие левой подвижной губки 13. Сменные зажимные призмы 15, соответствующие диаметру обрабатываемой оси, закрепляются винтами 19 на подвижных губках 12 и 13. Пневмокамера 3 прикрепляется к переходной втулке 2 с помощью 4 болтов 18. В свою очередь переходная втулка 2 присоединяется к корпусу приспособления 1 при помощи болтов 16.
При поступлении сжатого воздуха в левую полость пневмокамеры 3 диафрагма 4 прогибается и перемещает вправо шток 6, тягу 7 и скалку 8. Скалка 8 пальцем 14 передвигает губку 13 вправо, а левым реечным концом, вращая зубчатое колесо 10, перемещает верхнюю рейку 11 с губкой 12 влево. Таким образом, губки 12 и 13, сдвигаясь, зажимают обрабатываемую деталь. При поступлении сжатого воздуха в правую полость пневмокамеры 3 диафрагма 4 прогибается в другую сторону и перемещают влево шток 6, тягу 7 и скалку 8; скалка 8 разводит губки 12 и 13 с призмами 15.
2.4 Расчет станочного приспособления
Силовой расчет приспособления

Рисунок 2.2 Схема для определения усилий зажима заготовки
Для определения силы зажима упрощенно изобразим заготовку в приспособлении и изобразим моменты от сил резания и искомую потребную силу закрепления.
На рисунке 2.2:
М – крутящий момент на сверле;
W – потребное усилие закрепления;
α – угол призмы.
Потребное усилие закрепления заготовки определяется по формуле:
![]() , Н,
, Н,
гдеМ – крутящий момент на сверле;
α – угол призмы, α = 90;
Коэффициент трения на рабочих поверхностях призмы, принимаем ;
D – диаметр заготовки, D = 75 мм;
К – коэффициент запаса.
K = k 0 ∙k 1 ∙k 2 ∙k 3 ∙k 4 ∙k 5 ∙k 6 ,
где k 0 – гарантированный коэффициент запаса, для всех случаев обработки k 0 = 1,5
k 1 – коэффициент, учитывающий наличие случайных неровностей на заготовках, что влечет за собой увеличение сил резания, принимаем k 1 = 1;
k 2 – коэффициент, учитывающий увеличение сил резания от прогрессирующего затупления режущего инструмента, k 2 = 1,2;
k 3 – коэффициент, учитывающий увеличение сил резания при прерывистом резании, k 3 = 1,1;
k 4 – коэффициент, учитывающий непостоянство усилия зажима при использовании пневморычажных систем, k 4 = 1;
k 5 – коэффициент, учитывающий эргономику ручных зажимных элементов, принимаем k 5 = 1;
k 6 – коэффициент, учитывающий наличие моментов, стремящихся повернуть заготовку, принимаем k 6 =1.
K = 1,5∙1∙1,2∙1,1∙1∙1∙1 = 1,98.
Крутящий момент
М= 10∙С М ∙ D q ∙ S у ∙К р.
где С М, q, у, K р, – коэффициенты , с.281.
S – подача, мм/об.
D – диаметр сверления, мм.
М = 10∙0,0345∙ 8 2 ∙ 0,15 0,8 ∙0,92 = 4,45 Н∙м.
![]() Н.
Н.
Определим усилие Q на штоке диафрагменной пневмокамеры. Усилие на штоке изменяется по мере его движения, так как на определенном участке перемещения начинает оказывать сопротивление диафрагма. Рациональная длина хода штока, при которой не происходит резкого изменения усилия Q, зависит от расчетного диаметра D, толщины t, материала и конструкции диафрагмы, а также от диаметра d опорного диска.
В нашем случае принимаем диаметр рабочей части диафрагмы D = 125 мм, диаметр опорного диска d = 0,7∙D = 87,5 мм, диафрагма изготавливается из прорезиненной ткани, толщина диафрагмы t = 3 мм.
Усилие в исходном положении штока:
![]() , Н,
, Н,
Где р – давление в пневмокамере, принимаем р = 0,4∙10 6 Па.
Усилие на штоке при перемещении на 0,3D:
![]() , Н.
, Н.
Расчет приспособления на точность
Исходя из точности выдерживаемого размера обрабатываемой детали к соответствующим размерам приспособления предъявляют следующие требования.
При расчете на точность приспособлений суммарная погрешность при обработке детали не должна превышать величину допуска T размера, т.е.
Суммарная погрешность приспособления рассчитывается по следующей формуле:
где Т – допуск выполняемого размера;
Погрешность базирования, ,так как в данном случае нет отклонения фактически достигнутого положения детали от требуемого;
Погрешность закрепления, ;
Погрешность установки приспособления на станке, ;
Погрешность положения детали из-за износа элементов приспособления;
Приближенно износ установочных элементов может определяться по формуле:
![]() ,
,
гдеU 0 – средний износ установочных элементов, U 0 = 115 мкм;
k 1 , k 2 , k 3 , k 4 – соответственно коэффициенты, учитывающие влияние материала заготовки, оборудования, условий обработки и числа установок заготовки.
k 1 = 0,97; k 2 = 1,25; k 3 = 0,94; k 4 = 1;
Принимаем мкм;
Погрешность от перекоса или смещения инструмента, , так как в приспособлении отсутствуют направляющие элементы;
Коэффициент, учитывающий отклонение рассеяния значений составляющих величин от закона нормального распределения,
Коэффициент, учитывающий уменьшение предельного значения погрешности базирования при работе на настроенных станках,
Коэффициент, учитывающий долю погрешности обработки в суммарной погрешности, вызываемой факторами, не зависящими от приспособления,
Экономическая точность обработки, = 90 мкм.
3. Проектирование специальной контрольной оснастки
3.1 Исходные данные для проектирования контрольного приспособления
Контрольно-измерительные приспособления служат для проверки соответствия параметров изготавливаемой детали требованиям технологической документации. Предпочтение отдается приспособлениям, позволяющим определить пространственное отклонение одних поверхностей по отношению к другим. Данное приспособление отвечает этим требованиям, т.к. измеряет радиальное биение. Приспособление имеет простое устройство, удобно в эксплуатации и не требует высокой квалификации контролера.
Детали типа ось в большинстве случаев передают механизмам значительные крутящие моменты. Чтобы они работали безотказно продолжительное время, большое значение имеет высокая точность выполнения основных рабочих поверхностей оси по диаметральным размерам.
Процесс контроля предусматривает преимущественно сплошную проверку радиального биения наружных поверхностей оси, которую можно проводить на многомерном контрольном приспособлении.
3.2 Принципиальная схема станочного приспособления

Рисунок 3.1 Принципиальная схема контрольного приспособления
На рисунке 3.1 изображена, принципиальна схема приспособления для контроля радиального биения наружных поверхностей детали ось. На схеме обозначены основные части приспособления:
1 – корпус приспособления;
2 – передняя бабка;
3 – задняя бабка;
4 – стойка;
5 – индикаторные головки;
6 – контролируемая деталь.
3.3 Описание конструкции и принципа работы
На корпусе 1 с помощью винтов 13 и шайб 26 закреплены передняя бабка 2 с оправкой 20 и задняя бабка 3 с неподвижным обратным центром 23, на которые устанавливают проверяемую ось. Осевое положение оси фиксируется неподвижным обратным центром 23. К последнему ось прижимается пружиной 21, которая расположена в центральном осевом отверстии пиноли 5 и воздействует на переходник 6. Пиноль 5 смонтирована в передней бабке 2 с возможностью вращения относительно продольной оси благодаря втулкам 4. на левом конце пиноли 5 установлен маховичок 19 с ручкой 22, который закреплен шайбой 8 и штифтом 28, крутящий момент от маховичка 19 передается на пиноль 5 с помощью шпонки 27. Переходнику 6 вращательное движение при измерении передается через штифт 29, который запрессован в пиноли 5. Помимо этого, на другом конце переходника 6 вставлена оправка 20 с конической рабочей поверхностью для точного беззазорного базирования оси, так как последняя имеет цилиндрическое осевое отверстие диаметром 12 мм. Конусность оправки зависит от допуска Т и диаметра отверстия оси и определяется по формуле:
![]() мм.
мм.
В двух стойках 7, прикрепленных к корпусу 1 винтами 16 и шайбами 25, установлен вал 9, по которому перемещаются кронштейны 12 и фиксируются винтами 14. На кронштейнах 12 установлены с помощью винтов 14 скалки 10, на которых винтами 15, гайками 17 и шайбами 24 закреплены ИГ 30.
Две ИГ 30 служат для проверки радиального биения наружных поверхностей оси, которой дают один-два оборота и отсчитывают максимальные показания ИГ 30, определяющие биение. Приспособление обеспечивает высокую производительность процесса контроля.
3.4 Расчет контрольного приспособления
Важнейшим условием, которому должны удовлетворять контрольные приспособления, является обеспечение необходимой точности измерения. Точность в значительной степени зависит от принятого метода измерения, от степени совершенства принципиальной схемы и конструкции приспособления, а также от точности его изготовления. Не менее важным фактором, влияющим на точность, является точность изготовления поверхности, используемой в качестве измерительной базы у контролируемых деталей.
где- погрешность изготовления установочных элементов и их расположения на корпусе приспособления, принимаем мм;
Погрешность, вызванная неточностью изготовления передаточных элементов, принимаем мм;
Систематическая погрешность, учитывающая отклонения установочных размеров от номинальных, принимаем мм;
Погрешность базирования, принимаем ;
Погрешность смещения измерительной базы детали от заданного положения, принимаем мм;
Погрешность закрепления, принимаем мм;
Погрешность от зазоров между осями рычагов, принимаем ;
Погрешность отклонения установочных элементов от правильной геометрической формы, принимаем ;
Погрешность метода измерения, принимаем мм.
Суммарная погрешность может составлять до 30% допуска контролируемого параметра: 0,3∙Т = 0,3∙0,1 = 0,03 мм.
0,03 мм ≥ 0,0034 мм.
3.5 Разработка карты наладки на операцию № 30
Разработка карты наладки позволяет понять сущность настройки станка с ЧПУ при выполнении операции с автоматическим способом получения заданной точности.
В качестве настроечных размеров принимаем размеры, соответствующие середине поля допуска операционного размера. Величину допуска на настроечный размер принимаем
Т н = 0,2 * Т оп.
гдеТ н – допуск на настроечный размер.
Т оп – допуск на операционный размер.
Например, на данной операции точим поверхность Ø 32,5 -0,08 , тогда настроечный размер будет равен
32,5 – 32,42 = 32,46 мм.
Т н = 0,2 * (-0,08) = - 0,016 мм.
Настроечный размер Ø 32,46 -0,016 .
Расчет остальных размеров ведется аналогично.
Выводы по проекту
Согласно заданию на курсовой проект спроектирован технологический процесс изготовления вала. Технологический процесс содержит 65 операций, на каждую из которых указаны режимы резания, нормы времени, оборудование и оснастка. Для сверлильной операции спроектировано специальное станочное приспособление, которое позволяет обеспечить необходимую точность изготовления детали, а также требуемое усилие зажима.
При проектировании технологического процесса изготовления вала разработана карта наладки на токарную операцию №30, которая позволяет понять сущность настройки станка с ЧПУ при выполнении операции с автоматическим способом получения заданной точности.
При выполнении проекта была составлена расчетно-пояснительная записка, в которой подробно описываются все необходимые расчеты. Также расчетно-пояснительная записка содержит приложения, в которые входят операционные карты, а также чертежи.
Список литературы
1. Справочник технолога-машиностроителя. В 2-х т./ под ред. А.Г. Косиловой и Р.К. Мещерякова.-4-е изд., перераб. и доп. – М.: Машиностроение, 1986 – 496 с.
2. Грановский Г.И., Грановский В.Г. Резание металлов: Учебник для машиностр. и приборостр. спец. вузов. _ М.: Высш. шк., 1985 – 304 с.
3. Марасинов М.А. Руководство по расчету операционных размеров.- Рыбинск. РГАТА, 1971.
4. Марасинов М.А. Проектирование технологических процессов в машиностроении: Учебное пособие.- Ярославль.1975.-196 с.
5. Технология машиностроения: Учебное пособие по выполнению курсового проекта / В.Ф. Безъязычный, В.Д. Корнеев, Ю.П. Чистяков, М.Н. Аверьянов.- Рыбинск: РГАТА,2001.- 72 с.
6. Общемашиностроительные нормативы вспомогательного, на обслуживание рабочего места и подготовительно – заключительного для технического нормирования станочных работ. Серийное производство. М, Машиностроение.1964г.
7. Ансеров М.А. Приспособления для металлорежущих станков. Изд-е 4-е, исправл. и доп.Л., Машиностроение,1975 г.
Классификация валов и осей строительной машины. Какие виды валов применяются в машинах? Отличие обработки валов и осей, механизмы в виде спаренных валов.
Виды валов и осей машины
Виды валов
Оси - поддерживают вращающиеся части машин. Они могут быть вращающимися и неподвижными.
Валы
- не только поддерживают, но и передают вращение.
Бывают: прямые, кривошипные и коленчатые.
Валы рассчитывают на одновременное действие крутящего и изгибающего моментов.
Оси рассчитывают только на изгиб.
- вал с прямой осью;
- коленчатый вал;
- гибкий вал;
- карданный вал.
Виды осей
- неподвижные;
- подвижные.
Оси и валы отличаются от прочих деталей машины тем, что на них насаживаются зубчатые колёса, шкивы и другие вращающиеся части. По условиям работы оси и валы отличаются друг от друга.
Осью называют деталь, которая лишь поддерживает насаженные на неё детали. Ось не испытывает кручения, поскольку нагрузку на неё идёт от расположенных на ней деталей. Она работает на изгиб и не передаёт вращающий момент.
Что же касается вала, то он не только поддерживает детали, но и передаёт момент вращения. Поэтому вал испытывает как изгиб, так и кручение, иногда также сжатие и растяжение. Среди валов выделяют торсионные валы (или просто торсионы), которые не поддерживают вращение деталей и работают исключительно на кручение. Примеры - это карданный вал автомобиля, соединительный валик прокатного стана и многое другое.
Участок в опоре вала или оси называется цапфой, если воспринимает радиальную нагрузку, или пятой, если на него осуществляется осевая нагрузка. Концевая цапфа, принимающая радиальную нагрузку, называется шипом, а цапфу, находящуюся на некотором расстоянии от конца вала, называют шейкой. Ну а та часть вала или оси, которая ограничивает осевое перемещение деталей, называется буртиком.
Посадочная поверхность оси или вала, на которую, собственно, и устанавливаются вращающиеся детали, часто делают цилиндрическими и реже - коническими, чтобы облегчить постановку и снятие тяжёлых деталей, когда требуется высокая точность центрирования. Поверхность, обеспечивающая плавный переход между ступенями, носит название галтели. Переход может выполняться с использованием канавки, которая делает возможным выход шлифовального круга. Концентрация напряжения может быть уменьшена за счёт уменьшения глубины канавок и увеличения закругления канавок и гантелей, насколько возможно.
Чтобы сделать установку вращающихся деталей на ось или вал проще, а также предотвратить травмы рук, торцы делают с фасками, то есть немного обтачивают на конус.
Виды осей и валов
Ось может быть вращающейся (например, ось вагона) или не вращающейся (например, ось блока машины для подъёма грузов).
Ну а вал может быть прямым, коленчатым или гибким. Прямые валы распространены шире всего. Коленчатые находят применение в кривошипно-шатунных передачах насосов и двигателей. Они преобразовывают возвратно-поступательные движения во вращательные, либо наоборот. Что касается гибких валов, то они являются, по сути, мног заходными пружинами кручения, витыми из проволок. Их используют, чтобы передавать момент между узлами машины, если они при работе меняют положение относительно друг друга. И коленчатые, и гибкие валы классифицируются как специальные детали и изучаются на специальных учебных курсах.
Чаще всего ось или вал имеют круглое сплошное сечение, но могут они иметь и кольцевое поперечное сечение, которое позволяет уменьшить общую массу конструкции. Сечение некоторых участков вала может иметь шпоночную канавку или шлицы, а может быть и профильным.
При профильном соединении детали между собой скрепляются с помощью контакта по круглой не плавной поверхности и могут, помимо крутящего момента, передавать и осевую нагрузку. Несмотря на надёжность профильного соединения, его нельзя назвать технологичным, так что применение у них ограничено. Шлицевое же соединение классифицируют по форме профиля зубьев - оно может быть прямобочным, эвольвентным или треугольным.
Ранее речь шла о передачах, как едином целом механизме, а также рассматривались элементы, непосредственно участвующие в передаче движения от одного звена механизма к другому. В данной теме будут представлены элементы, предназначенные для крепления частей механизма, непосредственно участвующих в передаче движения (шкивы, звёздочки, зубчатые и червячные колёса и т.п.). В конечном итоге, качество механизма, его КПД, работоспособность и долговечность в значительной мере зависят и от тех деталей, о которых будет идти речь в дальнейшем. Первыми из таких элементов механизма рассмотрим валы и оси.
Вал (рис. 17) – деталь машины или механизма предназначенная для передачи вращающего или крутящего момента вдоль своей осевой линии. Большинство валов – это вращающиеся (подвижные) детали механизмов, на них обычно закрепляются детали, непосредственно участвующие в передаче вращающего момента (зубчатые колёса, шкивы, звёздочки цепных передач и т.п.).
Ось (рис. 18) – деталь машины или механизма, предназначенная для поддержания вращающихся частей и не участвующая в передаче вращающего или крутящего момента. Ось может быть подвижной (вращающейся, рис. 18, а) или неподвижной (рис. 18, б).
Классификация валов и осей:
1. По форме продольной геометрической оси:
1.1.прямые (продольная геометрическая ось – прямая линия), например, валы редукторов, валы коробок передач гусеничных и колёсных машин;
1.2. коленчатые (продольная геометрическая ось разделена на несколько отрезков, параллельных между собой смещённых друг относительно друга в радиальном направлении), например, коленвал двигателя внутреннего сгорания;
1.3. гибкие (продольная геометрическая ось является линией переменной кривизны, которая может меняться в процессе работы механизма или при монтажно-демонтажных мероприятиях), часто используются в приводе спидометра автомобилей.
2. По функциональному назначению:
2.1. валы передач , они несут на себе элементы, передающие вращающий момент (зубчатые или червячные колёса, шкивы, звёздочки, муфты и т.п.) и в большинстве своём снабжены концевыми частями, выступающими за габариты корпуса механизма;
2.2. трансмиссионные валы предназначены, как правило, для распределения мощности одного источника к нескольким потребителям;
2.3. коренные валы - валы, несущие на себе рабочие органы исполнительных механизмов (коренные валы станков, несущие на себе обрабатываемую деталь или инструмент называют шпинделями ).
3. Прямые валы по форме исполнения и наружной поверхности:
3.1. гладкие валы имеют одинаковый диаметр по всей длине;
3.2. ступенчатые валы отличаются наличием участков отличающихся друг от друга диаметрами;
3.3. полые валы снабжены сквозным или глухим отверстием, соосным наружной поверхности вала и простирающимся на большую часть длины вала;
3.4. шлицевые валы по внешней цилиндрической поверхности имеют продольные выступы – шлицы, равномерно расположенные по окружности и предназначенные для передачи моментной нагрузки от или к деталям, непосредственно участвующим в передаче вращающего момента;
3.5. валы, совмещённые с элементами, непосредственно участвующими в передаче вращающего момента (вал-шестерня, вал-червяк).
Конструктивные элементы валов представлены на рис. 19.
Опорные части валов и осей, через которые действующие на них нагрузки передаются корпусным деталям, называются цапфами . Цапфу, расположенную в средней части вала, обычно называют шейкой . Концевую цапфу вала, передающую корпусным деталям только радиальную нагрузку или радиальную и осевую одновременно, называют шипом , а концевую цапфу, передающую только осевую нагрузку, называют пятой . С цапфами вала взаимодействуют элементы корпусных деталей, обеспечивающие возможность вращения вала, удерживающие его в необходимом для нормальной работы положении и воспринимающие нагрузку со стороны вала. Соответственно элементы, воспринимающие радиальную нагрузку (а часто вместе с радиальной и осевую) называют подшипниками , а элементы, предназначенные для восприятия только осевой нагрузки – подпятниками .
Кольцевое утолщение вала малой протяжённости, составляющее с ним одно целое и предназначенное для ограничения осевого перемещения самого вала или насаженных на него деталей, называют буртиком .
Переходная поверхность от меньшего диаметра вала к большему, служащая для опирания насаженных на вал деталей, называется заплечиком .
Переходная поверхность от цилиндрической части вала к заплечику, выполненная без удаления материала с цилиндрической и торцевой поверхности (рис. 20. б, в), называется галтелью . Галтель предназначается для снижения концентрации напряжений в переходной зоне, что в свою очередь ведёт к увеличению усталостной прочности вала. Чаще всего галтель выполняют в форме радиусной поверхности (рис. 20. б), однако в отдельных случаях галтель может быть выполнена в форме поверхности переменной двойной кривизны (рис. 20. в). Последняя форма галтели обеспечивает максимальное уменьшение концентрации напряжений, однако требует выполнения специальной фаски в отверстии насаживаемой детали.
Углубление малой протяжённости на цилиндрической поверхности вала, выполненное по радиусу к оси вала, называют канавкой (рис. 20, а, г, е). Канавка, также как и галтель, очень часто используется для оформления перехода от цилиндрической поверхности вала к торцевой поверхности его заплечика. Наличие канавки в этом случае обеспечивает благоприятные условия для формирования цилиндрических посадочных поверхностей, так как канавка является пространством для выхода инструмента, формирующего цилиндрическую поверхность при механической обработке (резец, шлифовальный круг). Однако канавка не исключает возможности образования ступеньки на торцевой поверхности заплечика.
Углубление малой протяжённости на торцевой поверхности заплечика вала, выполненное вдоль оси вала, называют поднутрением (рис. 20, д). Поднутрение обеспечивает благоприятные условия для формирования торцевой опорной поверхности заплечика, так как является пространством для выхода инструмента, формирующего эту поверхность при механической обработке (резец, шлифовальный круг), но не исключает возможности образования ступеньки на цилиндрической поверхности вала при её окончательной обработке.
Обе указанные проблемы решает введение в конструкцию вала наклонной канавки (рис. 20, е), которая совмещает достоинства, как цилиндрической канавки, так и поднутрения.
| Рис. 21. Разновидности конфигурации цапф |
Цапфы валов могут иметь форму различных тел вращения (рис. 21): цилиндрическую , коническую или сферическую . Шейки и шипы чаще всего выполняют в форме цилиндра (рис. 21, а, б). Цапфы такой формы достаточно технологичны при изготовлении и ремонте и широко применяются как с подшипниками скольжения, так и с подшипниками качения. В форме конуса выполняют концевые цапфы (шипы, рис. 21, в) валов, работающие, как правило, с подшипниками скольжения, с целью обеспечения возможности регулировки зазора и фиксации осевого положения вала. Конические шипы обеспечивают более точную фиксацию валов в радиальном направлении, что позволяет уменьшить биения вала при высоких частотах вращения. Недостатком конических шипов является склонность к заклиниванию при температурном расширении (увеличении длины) вала.
Сферические цапфы (рис. 21, г) хорошо компенсируют несоосности подшипников, а также снижают влияние изгиба валов под действием рабочих нагрузок на работу подшипников. Основным недостатком сферических цапф является повышенная сложность конструкции подшипников, что увеличивает стоимость изготовления и ремонта вала и его подшипника.
Пяты (рис. 22) по форме и числу поверхностей трения можно разделить на сплошные , кольцевые , гребенчатые и сегментные .
Сплошная пята (рис. 22, а) наиболее проста в изготовлении, но характеризуется значительной неравномерностью распределения давления по опорной площади пяты, затруднительным выносом продуктов износа смазочными жидкостями и существенно неравномерным износом.
Кольцевая пята (рис. 22, б) с этой точки зрения более благоприятна, хотя и несколько сложнее в изготовлении. При подаче смазки в приосевую область её поток движется по поверхности трения в радиальном направлении, то есть перпендикулярно направлению скольжения, и таким образом отжимает трущиеся поверхности одна от другой, создавая благоприятные условия для относительного проскальзывания поверхностей.
| Рис. 22. Некоторые формы пят. |
Сегментная пята может быть получена из кольцевой посредством нанесения на рабочую поверхность последней нескольких неглубоких радиальных канавок, симметрично расположенных по кругу. Условия трения в такой пяте ещё более благоприятные по сравнению с вышеописанными. Наличие радиальных канавок способствует образованию жидкостного клина между трущимися поверхностями, что ведёт к их разделению при пониженных скоростях скольжения.
Гребенчатая пята (рис. 22, в) имеет несколько опорных поясков и предназначена для восприятия осевых нагрузок значительной величины, но в этой конструкции достаточно трудно обеспечить равномерность распределения нагрузки между гребнями (требуется высокая точность изготовления, как самой пяты, так и подпятника). Сборка узлов с такими подпятниками тоже достаточно сложна.
Выходные концы валов (рис. 923) обычно имеют цилиндрическую или коническую форму и снабжаются шпоночными пазами или шлицами для передачи вращающего момента.
Цилиндрические концы валов проще в изготовлении и особенно предпочтительны для нарезания шлицов. Конические концы лучше центрируют насаженные на них детали и в связи с этим более предпочтительны для высокоскоростных валов.